Welding is necessary. However, it is also where things can go wrong.
This problem is exacerbated by thin material. Consider thicknesses ranging from 1.5 mm to 0.5 mm. The metal has no stiffness. Heat dissipates quickly. One small mistake can burn a hole. Another mistake can warp the entire panel. Some defects remain hidden inside the joint.
Below is a practical “what not to do” list based on real shop-floor experience. It explains the most problematic practices and why they cause trouble — so you can avoid them from the start.
In the second half of the article, NOBLE’s engineers have compiled some useful tips for welding thin sheet metal. These tips will make your sheet metal welding projects easier. Here they are — we hope you find them useful!

Poor Heat Control: The First Cause of Thin Sheet Metal Welding Distortion
For sheet metal, heat is a double‑edged sword. Not enough, and the weld fails. Too much, and the part warps.
1. Too much current, too slow travel speed
This is by far the most common mistake. Many welders crank up the amperage to work faster or to make sure they “burn through,” but on thin metal, that excess heat causes the weld zone to expand sharply. When it cools, the contraction pulls the metal out of shape — leading to wavy edges, angular distortion, or twisting.
What happens in real life:
A 1.5 mm sheet ends up with raised bumps or sunken spots on the back side, and the whole piece becomes warped and misaligned.
Better approach:
Use the lowest possible current that still gives you good penetration, and move quickly. For thin sheet metal, TIG (GTAW) or solid‑wire MIG (GMAW) with a small diameter wire are good choices — both keep the heat concentrated and easier to control.
2. Long, continuous welds
“One long, smooth bead” can be a disaster on sheet metal. Heat builds up faster than it can escape, the heat‑affected zone (HAZ) grows, and trapped stresses pull the workpiece into all kinds of unwanted shapes.
Better approach:
Use intermittent welding — for example, tacking first, then using skip welding or stitch welding to let the metal cool between beads. For material under 0.8 mm, avoid continuous welding entirely; use a series of spot welds instead to prevent burn‑through.
3. Random welding sequence
Welding in a random order lets stresses pile up and pull against each other without any chance to balance out.
Better approach:
Use a balanced sequence and backstep welding when possible. If the part geometry allows it, alternate welds on opposite sides of the centerline — the contraction on one side can help cancel out the contraction on the other.
With backstep welding (moving from left to right overall, but welding each short segment from right to left), you can also counteract the expansion that tends to push plates apart.

Poor Process Design & Preparation: Losing Before You Start
A lot of distortion is already baked in before the first arc even strikes — it all comes down to fixturing and design.
4. Excessive joint gaps or forced fit‑up
When sheet metal parts have large gaps before tacking, welders often try to compensate by adding more filler metal or cranking up the current. That dramatically increases shrinkage during cooling — and with it, distortion.
What happens in real life:
The weld shrinks more than it should, pulling the surrounding metal out of shape. The bigger the gap, the worse the distortion.
Better approach:
Control your fit‑up. For precision sheet metal work, aim for joint gaps under 0.2–0.3 mm. With a tight fit, you can even fuse the joint without filler metal (autogenous welding). That gives you minimal distortion, a clean appearance, and no post‑weld cleanup of excess bead. In thin sheet metal welding, a tight fit is not optional. It is the foundation.
5. No rigid fixturing — or the wrong kind
Many beginners think they can hold a part in place by hand or throw on a single clamp and call it good. But the moment they let go, the part springs back — warped.
What happens in real life:
Without solid restraint, the metal moves exactly where the heat tells it to — which is rarely where you want it.
Better approach:
Clamp it down properly. Use fixtures with good heat dissipation — copper backing bars are a great choice for thin sheet metal because they pull heat away fast and prevent burn‑through.
If you’re running production quantities, invest in dedicated anti‑distortion tooling. Even better: build in counter‑distortion (prespringing or overbending the part slightly in the opposite direction of the expected shrinkage). When you release it after welding, it relaxes back to its flat. That is how you win before the arc starts.

Technique & External Factors: Details Make or Break the Weld
Even with the right settings and good fit‑up, small mistakes in how you move the torch — or what you overlook before welding — can ruin a part.
6. Bad torch angle or stick‑out
Holding the torch perpendicular to the plate or pulling it too far away concentrates heat in one spot and can easily burn through thin metal. Getting too close, on the other hand, blocks your view of the puddle.
What happens in real life:
You end up with undercut (grooves melted into the base metal along the weld toe, weakening the joint), lack of fusion, or even weld metal spilling over into a blob (overlap).
Better approach:
Keep a push angle of about 10–15°. And maintain a steady stick‑out — a good rule of thumb is roughly 10 times the wire diameter. For example, with 0.9 mm wire, a stick‑out of around 9 mm works well. In thin sheet metal welding, torch angle and stick out are not minor details. They decide whether the weld holds or fails.
7. Skipping surface cleaning
Welding straight over oil, rust, paint, or cutting residue.
What happens in real life:
Contaminants break down under the arc and release gases that get trapped in the weld — creating porosity (tiny holes) or, even worse, hydrogen‑induced cracking. Either one can turn a seemingly strong weld into a hidden failure point.
Better approach:
Always clean the base metal before striking an arc. Use a dedicated degreaser followed by a light grinding or wire brushing. Clean at least 20–25 mm on both sides of the joint line. For thin sheet metal welding, a clean surface is not optional. It is the difference between a sound weld and a hidden crack.
8. Rapid cooling after welding
Dunking the weld in water. Blasting it with compressed air. Doing either just to handle the part faster.
What happens in real life:
This is extremely dangerous for weld integrity. Rapid cooling creates severe quenching stresses — essentially a thermal shock — which can cause the weld or the heat‑affected zone to crack immediately or shortly after cooling.
Better approach:
Let the part cool naturally in still air. For critical components or thicker joints, cover the weld with dry sand or an insulating blanket to slow the cooling rate even further. Slow cooling lets the stresses relax gradually rather than snapping the metal.
8 Tips for Welding Thin Sheet Metal
Welding thin sheet metal is tricky. The most common problems — distortion, burn‑through, and lack of fusion — can frustrate even experienced welders. But with the right approach, you can get clean, strong welds without ruining the part. Here are eight tips to help you get there.
1. Pick the Right Process
Not all welding processes are created equal when it comes to thin material. Choose a method that puts in as little heat as possible and minimizes distortion.
- TIG (GTAW)gives a tight arc and precise puddle control. Ideal for a thin sheet. Resistance spot welding is fast. Almost no distortion. Excellent where it works.
- Resistance spot welding is extremely fast and produces almost no distortion, making it another excellent choice where applicable.
Avoid high-heat processes. Stick welding. Spray transfer MIG. Both are wrong for thin gauges.
2. Keep Current Low
Use the smallest current that still gives you good fusion. Too much current burns right through the base metal. Too little, and you get lack of fusion or a cold, ropey bead that doesn’t penetrate.
Find the sweet spot. When in doubt, start low. Work up in small steps. In thin sheet metal welding, current control is everything.

3. Move at a Steady, Brisk Speed
The longer the arc stays in one place, the more heat soaks into the surrounding metal — and the more distortion you’ll get. Move quickly and steadily to reduce heat exposure and keep the heat‑affected zone (HAZ) small.
Key point: Do not linger. Do not oscillate or weave unless necessary. A consistent pace wins.
4. Use a Short Arc Length
No matter which process you’re using, keep the arc short. As short as possible without stubbing the electrode into the puddle.
A short arc:
- Stays stable and focused
- Puts heat exactly where it’s needed
- Reduces heat loss to the surrounding air
- Lowers the risk of burn‑through on thin sheet
For TIG, this means keeping the tungsten close to the work. For MIG, keep the contact tip‑to‑work distance consistent and relatively short.
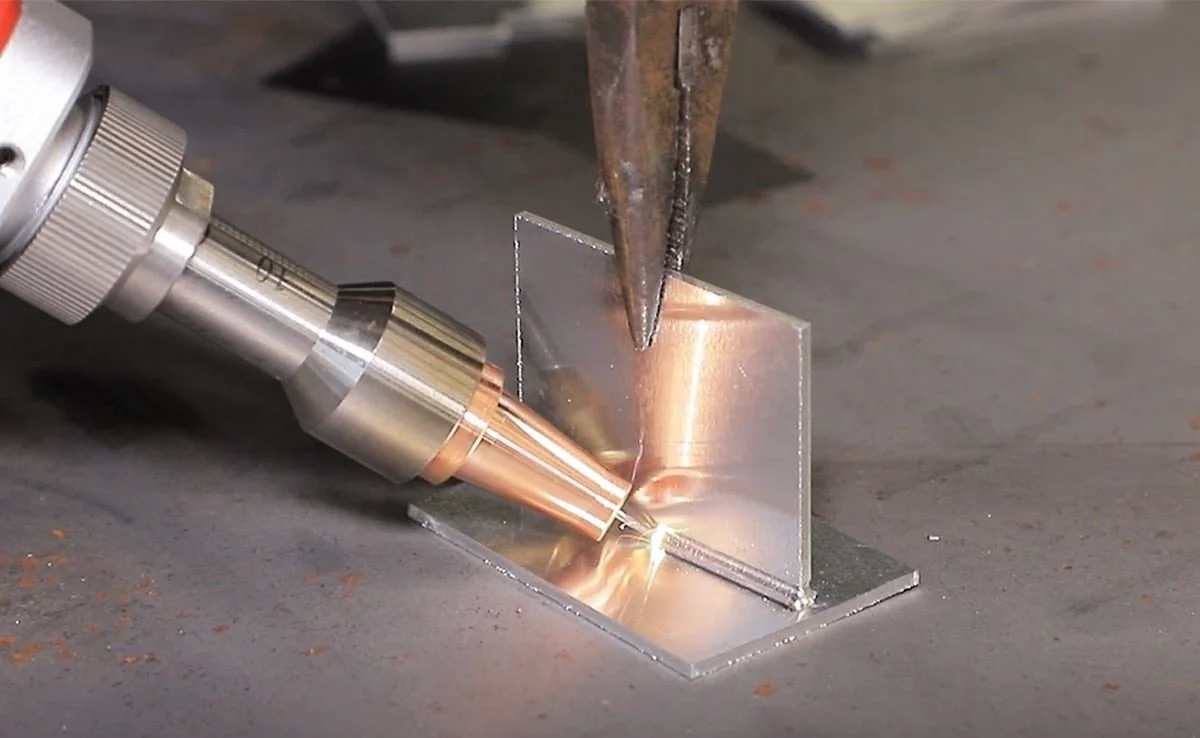
5. Use a Backup Bar (Backing Strip)
Place a backing bar — copper is best. Stainless steel works, too. Copper works especially well because it conducts heat away quickly.
Why it helps:
- Draws excess heat out of the workpiece, reducing the risk of burn‑through
- Supports the molten puddle, preventing blowouts on the thin sheet
- Improves back‑bead appearance, giving you a clean, uniform root profile
For best results, clamp the backing bar firmly against the sheet to eliminate gaps. Welding thin sheet metal without a backup bar is gambling.

6. Use a Symmetrical Welding Sequence
For larger assemblies—panels, box sections—work outward from the center. Do not weld from one end to the other.
How to do it:
Start with a weld near the middle of the part, then make a matching weld on the opposite side. Continue alternating from the center outward.
Why it works:
Symmetrical welding balances contraction forces. One weld pulls one way; its opposite pulls back the other way. This distributes residual stress evenly and minimizes bowing or twisting across the whole part.
7. Don’t Skimp on Tacks
Tack welds hold everything in place before you lay down the final beads. Skipping tacks — or using too few — invites parts to shift under heat, ruining alignment and making distortion worse.
Best practices for tacking thin sheet:
- Tack spacing: 50–100 mm apart (closer on very thin or complex parts)
- Tack length: 5–10 mm per tack
- Current: Slightly higher than your welding current, just to ensure good fusion and solid hold
Once tacked, double‑check alignment before final welding. A few extra seconds here saves a lot of rework later.
8. Straighten After Welding — Gently
Even with good technique, minor distortion can still appear. Do not scrap the part. Fix it.
Two reliable methods:
- Mechanical straightening: Use clamps, an arbor press, or a roller leveler. Push or pull the part back into shape. Work slowly. Avoid work hardening or cracking.
- Flame straightening with spot heating: Apply localized heat to the convex side of the warp. Keep the temperature between 600–800°C. Hot enough to relieve stress. Not so hot that you damage material properties or melt the surface. Let it cool naturally. Check flatness. Repeat if needed.
Caution: On galvanized or coated sheet, flame straightening may damage the coating. Mechanical methods are usually safer in those cases.

NOBLE’s Thin Sheet Metal Welding
NOBLE is a precision manufacturing facility specializing in CNC machining and sheet metal fabrication. We support customers across a wide range of industries — from industrial equipment and automation to medical devices and electronics.
Our Core Capabilities
- CNC Machining:3‑axis, 4‑axis, and 5‑axis milling, CNC turning, and complex part processing with tight tolerances.
- Sheet Metal Fabrication: Laser cutting, punching, bending, welding (including thin‑gauge and precision welding), and surface finishing.
- Assembly & Value‑Added Services: Part cleaning, deburring, hardware insertion, and subassembly — ready to integrate into your production line.
Certifications
We operate under two internationally recognized quality management systems:
- ISO 9001:2015– ensuring consistent quality, process control, and continuous improvement across all operations.
- ISO 13485:2016– specifically for medical device manufacturing, demonstrating our ability to meet stringent regulatory and risk management requirements.
Whether you need rapid prototypes, low‑volume precision parts, or production‑scale runs, NOBLE combines technical expertise with certified quality systems to deliver reliable results.
FAQ
-
What is the biggest challenge in thin sheet metal welding?
Heat control. The material has little mass to soak up energy, so too much heat causes burn-through and warping, while too little gives poor fusion. That is why thin sheet metal welding demands short arcs, fast travel speeds, and intermittent bead placement.
-
What is the best welding process for thin sheet metal?
TIG and resistance spot welding are the top choices for materials under 2 mm. TIG provides precise heat control and a concentrated arc, while short-circuit MIG with 0.6–0.8 mm wire also works well.
-
How do I prevent burn-through when welding thin metal?
Use low current, fast travel speed, and a copper backing bar to pull excess heat away. Welding in short segments instead of long continuous beads also stops burn-through before it starts.
-
Can you weld thin sheet metal without causing distortion?
Yes, with careful technique. Clamp the part rigidly, weld from the center outward, and use intermittent or skip welding to let heat dissipate between passes.
-
What thickness is considered “thin sheet metal” for welding?
Material under 3 mm is generally called thin. The real difficulties—burn-through, distortion, heat management—become very noticeable below 2 mm and extremely demanding below 1 mm.
-
Do I need to clean thin sheet metal before welding?
Absolutely. Oil, rust, paint, and cutting residue cause porosity and cracking. Clean at least 20–25 mm on each side of the joint with degreaser, followed by light grinding or a stainless steel brush.
-
What certifications should I look for in a thin sheet metal welding partner?
Look for ISO 9001:2015 for general quality management and ISO 13485:2016 for medical device work. These ensure consistent processes, traceability, and strict quality control—critical when welding thin sheet metal for sensitive applications.
-
Does NOBLE offer thin sheet metal welding services?
Yes. NOBLE provides precision CNC machining and sheet metal fabrication, including thin-gauge welding for industrial and medical applications. We are ISO 9001:2015 and ISO 13485:2016 certified, using TIG, backing bars, symmetrical sequencing, and anti-distortion fixturing from prototypes to production runs.