Manufacturing is shifting. People in the industry feel it. New methods keep appearing. Old methods keep getting better. The question many shop owners ask is simple. Is laser welding ready to take over? Or does traditional arc welding still hold the crown?
Here is the problem people keep running into. Choosing the wrong process kills profit margins. Rework piles up. Speeds stay slow. Distortion ruins parts. A weld that looks fine at first can fail later. Or it takes twice as long as it should. Or it warps the assembly beyond tolerance.
This guide breaks down seven critical differences. The goal is simple. Help people pick the right technology for their specific job. No marketing hype. No blanket claims that one method always wins. Just a practical comparison based on what matters on the shop floor.

Quick Answer: The “Cheat Sheet” (Featured Snippet Target)
People want fast answers. Shops need quick decisions. Here is the shortest possible breakdown.
Pick laser welding when the job needs high speed. Speeds above 50 inches per minute are routine. Heat distortion must stay minimal. The materials are thin. Think electric vehicle battery tabs. Think medical device casings. Think precision assemblies where warp is not acceptable.
Pick traditional welding for repair work. Broken equipment. Cracked frames. Field fixes. The joint fit-up might be poor. Gaps exist. Surfaces are dirty. Traditional methods handle this mess better.
Pick traditional welding on a tight budget. A basic MIG or stick setup costs under five thousand dollars. A laser welding system costs many times more. Shops with limited capital cannot justify the laser investment.
Pick traditional welding when portability matters. A person can carry a stick welder up a ladder or into a field. Laser equipment is heavy and sensitive. Not an option for remote repairs.
The cheat sheet is simple. Speed and precision go to the laser. Cost and versatility go to traditional. No single answer fits every job.

The Core Difference: How They Generate Heat
The real difference is not about speed or cost. It starts with the question of where the heat comes from. How concentrated it is. What does that do to the metal?
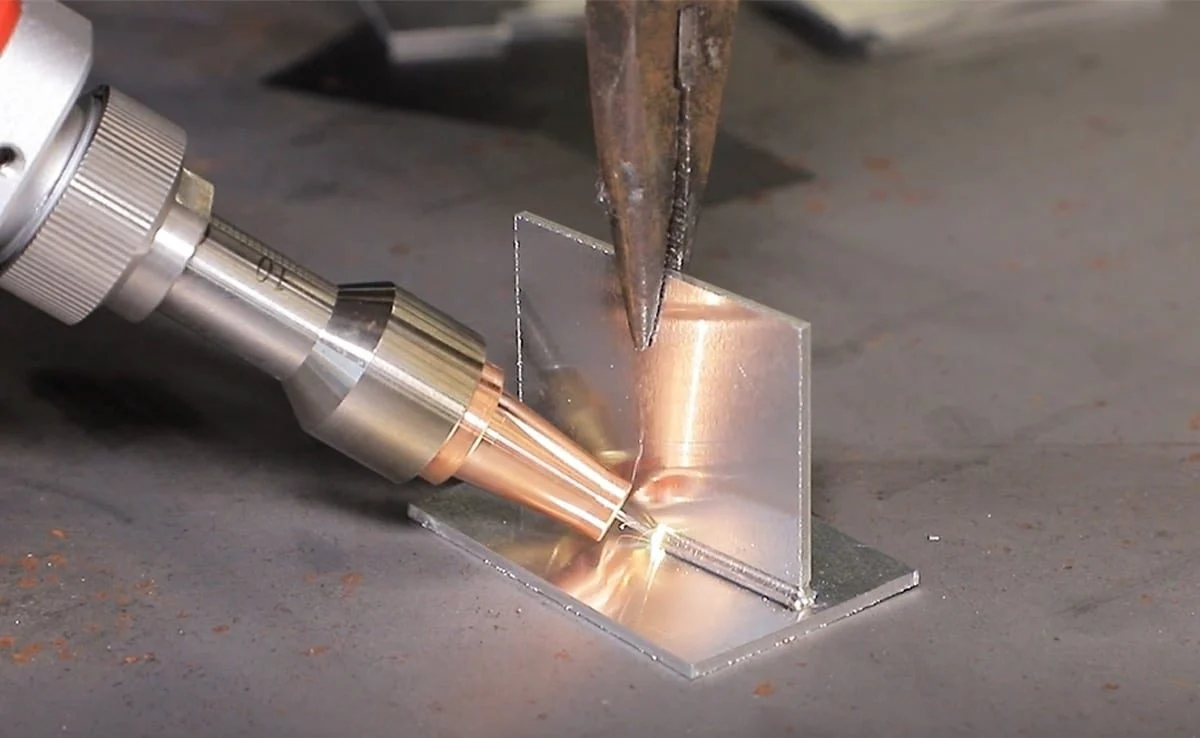
Laser welding uses photons.
High-energy light. The beam focuses down to a tiny spot. We are talking 0.2 millimeters or less. All that energy is packed into a very small area. Energy density goes through the roof.
This creates what people call a keyhole. The laser vaporizes metal instantly. A narrow, deep cavity forms. The beam travels into that cavity. The walls of the keyhole melt and fuse as the beam moves forward. Deep penetration from a very narrow heat source. That is the laser advantage.
Traditional welding uses an electric arc or a flame.
Energy density is much lower. The heat spreads out. The arc diameter might be 2 to 10 millimeters. That is ten to fifty times wider than a laser spot.
No keyhole forms here. Instead, people work with a molten puddle. The arc melts the surface. The puddle grows. More heat flows into the surrounding base metal. That extra heat is the problem. It causes distortion. It widens the heat-affected zone. It changes the material properties.
Think of the visual difference. A laser beam is like a pin. An arc is like a brush. One concentrates everything into a single point. The other spreads the energy across a larger area. Both can join metal. They do it very differently.
Shops choosing between them need to understand this first. The heat source determines everything else. Speed. Distortion. Penetration depth. Equipment cost. Everything flows from how the heat gets delivered.
Head-to-Head Comparison (The 7 Key Factors)
People need to see the numbers. Here is how these 7 methods stack up across the factors that actually matter on the shop floor.
1. Speed & Throughput (Laser wins)
Laser welding moves fast. Typical speeds range from 50 to 200 inches per minute. That is not a typo. Two hundred IPM is possible on thin materials with proper fixturing.
Traditional MIG welding runs much slower. Ten to thirty inches per minute is a realistic range. A skilled operator can push higher on simple joints, but the gap remains large.
The takeaway is clear. A laser is five to ten times faster for high-volume production runs. Shops running thousands of identical parts see dramatic time savings.
2. Heat Input & Distortion (Laser wins)
Laser welding puts heat into a very small spot. The heat-affected zone, or HAZ, stays tiny. People measure it in tenths of a millimeter. The surrounding metal barely gets warm. Warping is not a major concern.
Traditional welding spreads heat over a wide area. The HAZ can extend many millimeters from the weld. On thin sheets, that heat causes warping. Parts twist. Flanges curl. Assemblies no longer fit.
The takeaway is straightforward. Laser wins for thin-gauge metal, anything under three millimeters. Traditional methods struggle with distortion at these thicknesses.
3. Joint Fit-Up & Gap Tolerance (Traditional wins)
Laser welding requires precision. The gap between parts must stay under 0.1 millimeters. Any larger, and the beam blows through or fails to fuse. Parts must be cut accurately. Fixtures must hold them tight.
Traditional welding handles real-world conditions better. A MIG or TIG torch can bridge gaps of one to three millimeters. The operator adds filler metal. The arc fills the void. This is why people still use stick welders for repair work. The parts are never perfect.
The takeaway is clear. Traditional wins for dirty, poorly fitted, or field repair work. Laser requires a clean, precise, controlled environment.

4. Equipment Cost (Traditional wins)
Traditional welding is cheap to enter. A basic MIG or stick setup costs between one thousand and twenty thousand dollars. Safety gear is minimal. Welding helmet. Gloves. Leather jacket. Ventilation. A small shop can get started for the price of a used car.
Laser welding is a different financial category. Entry-level systems start around one hundred thousand dollars. Industrial production systems run much higher. Many exceed one million dollars. Safety enclosures are mandatory. Laser beams can blind people instantly. Reflective materials can send beams ricocheting around a room. The enclosure alone adds high cost.
The takeaway is simple. Laser requires a high volume to generate a return on investment. A shop running five parts per week cannot justify the expense. A shop running five thousand parts per week does the math differently.

5. Material Compatibility (Draw/Tie)
This one is a draw. Each method has different strengths.
Laser welding handles reflective metals well. Copper, brass, aluminum. These materials bounce arc energy around. Laser energy absorbs differently. Also, laser can join dissimilar metals. Steel to aluminum. Steel to copper. Traditional methods struggle with these combinations due to different melting points and brittle intermetallic layers.
Traditional welding excels at steel and stainless steel. Carbon steel, alloy steel, stainless. The processes are mature. Filler metals are widely available. Procedures are well documented. The struggle comes with reflective metals like copper and brass. The arc tends to wander. Heat input is hard to control. Weld quality suffers.
The takeaway is application-dependent. A shop welding mostly steel sees no laser advantage. A shop welding copper bus bars or aluminum battery trays sees a clear laser benefit.
6. Operator Skill Level (Laser is easier to run, harder to set up)
Laser welding separates skills into two categories.
Running the laser requires low manual skill. The operator loads parts. Pushes a button. Monitors the machine. The beam follows a programmed path. Hand-eye coordination is not required.
Setting up the laser requires high engineering skill. Beam alignment. Focus position. Weld parameters. Fixture design. This work happens offline. It takes training and experience.
Traditional welding flips the model. Manual skill is high. The operator watches the puddle. Moves the torch by hand. Adjusts speed and angle in real time. This takes years to master. The setup skill is low. Turn on the gas. Set the amperage. Start welding.
The takeaway is about who does the work. Laser shifts the skill from the operator to the engineer. Traditional keeps the skill in the hands of the welder.
7. Automation Potential (Laser wins)
Laser welding integrates easily with robotics. The beam travels through fiber optic cables. No heavy torch cabling to drag around. Galvo scanners allow extremely fast beam positioning. Hundreds of welds per minute on small parts.
Traditional welding can also be automated. Robotic MIG cells exist. But the equipment is bulkier. Torch tips wear out and require frequent changes. Wire feeding can jam. Speeds are slower.
The takeaway favors laser for high-volume automated production. Traditional robotic cells work but cannot match laser speed or consumable life. For low-volume or mixed-product automation, the difference is less dramatic.

The Cost Breakdown: ROI Calculation
People need to see the numbers before making a capital equipment decision. Here is how the math works.
Initial Investment
A traditional welding setup costs between one thousand and twenty thousand dollars. That buys a quality MIG or TIG machine, basic safety gear, and some consumables. Many shops start with this.
A laser welding system costs between one hundred thousand and over one million dollars. Safety enclosures add significant expense. The beam can blind someone instantly. Reflective materials can send the beam ricocheting. The enclosure is not optional.
Consumables
Laser systems consume electricity at high rates. Lenses need periodic replacement. Shielding gas is often required. No filler wire in most cases. No contact tips to wear out.
Traditional welding consumes filler wire continuously. Shielding gas flows constantly. Contact tips wear out after a few hours of arc time. Nozzles get spatter buildup. Nozzle gel helps but adds cost. The per-part consumable cost adds up over high volumes.
Real-World Example
Consider welding ten thousand battery bus bars. These are thin copper or aluminum parts for EV battery packs.
A laser welding system completes the job in about one hour. The beam moves fast. No filler wire needed. No post-weld cleanup.
A traditional MIG or TIG setup takes approximately eight hours. The welder moves more slowly. Filler wire is consumed. Spatter requires cleaning. Tips wear out and need replacement during the run.
The labor difference alone is dramatic. Shops running high volumes see a rapid return on investment. Shops running small batches never recover the laser premium.
Choose Laser Welding When:
People need speed and precision. The parts are EV battery components. Busbars. Tab-to-terminal connections. These are high-volume, high-reliability applications.
Hermetic sealing matters. Medical devices. Sensors. Implantable electronics. Any leak is a failure. Laser welding provides consistent, sealed joints.
Parts are thin-gauge metal under three millimeters. Distortion is not acceptable. Traditional methods warp these parts.
Cosmetic finish is a requirement. No spatter. No post-weld cleanup. The weld looks clean right off the machine.
Production volume is high. Thousands of identical parts per day. The capital cost gets spread across many units.
Joint fit-up is tight. Parts come from CNC machining or precision stamping. Gaps stay under 0.1 millimeters.

Choose Traditional Welding (MIG/TIG/Stick) When:
People are doing repair work. Heavy equipment. Farm machinery. Excavators. The parts are dirty. The fit-up is poor. A laser cannot handle these conditions.
Parts have a poor fit-up. Gaps exceed 0.5 millimeters. Surfaces are rusty or dirty. Traditional methods bridge these gaps.
Thick plates need welding. Over twelve millimeters or half an inch in a single pass. Laser penetration is limited without extremely high power.
Work happens outdoors or in windy conditions. Shielding gas blows away. Stick welding or flux-cored arc welding works fine in the wind.
The budget is limited. Under twenty thousand dollars for equipment. A laser is not an option.
Field welding is required. Pipelines. Construction sites. Ship repair. A person carries a stick welder to the job. Laser equipment stays in the factory.
When Both Processes Can Work
Some applications work with either method. People choose based on specific priorities.
Automotive body-in-white. Traditional spot welding handles structural joints. Laser brazing creates clean roof seams. Both have a place in the same vehicle.
Sheet metal fabrication from two to five millimeter steel. Laser provides speed and automation for high-volume runs. MIG provides flexibility and lower capital cost for job shops.
Stainless steel tubing. TIG welding creates sanitary, food-grade welds with controlled heat input. Laser welding runs at high speed on tube mills for continuous production.
No single answer fits every job. Shops need to understand their volumes, materials, and quality requirements. Then the choice becomes clear.

About NOBLE – Your Partner for Precision Manufacturing
Who We Are
NOBLE is an ISO-certified CNC processing factory. Clients come to us for high-precision machining and advanced joining technologies. The core business has always been subtractive manufacturing. CNC milling, turning, and grinding. But we added laser welding capabilities. The goal is true end-to-end fabrication for clients. No outsourcing. No shipping parts to a separate shop. One facility handles the entire workflow.
Our Core Capabilities
We bridge the gap between traditional fabrication and modern laser precision. Two worlds. One shop.
CNC machining is the foundation. Milling, turning, five-axis work, and EDM for complex metal and plastic components. Tight tolerances. Complex geometries. The usual NOBLE standard.
Laser welding handles precision and keyhole applications. Thin-gauge metals. Hermetic seals. Low-distortion assemblies. Jobs where traditional MIG or TIG would cause warping or excessive heat input.
Traditional welding remains in the toolbox. TIG and MIG for thicker sections. For repair work. For applications where joint fit-up is less than perfect. Not every job needs a laser. We know the difference.
Our Certifications (Trust & Quality)
We operate under strict quality management systems. The industries we serve demand it. Medical devices. Aerospace. Automotive. Industrial equipment.
ISO 9001:2015 is a comprehensive quality management system. It covers our CNC machining and welding processes. Consistent quality. Repeatability. Traceability. Industrial clients expect this baseline.
ISO 13485:2016 is the gold standard for medical device manufacturing. Not every shop holds this certification. We do. It demonstrates our ability to deliver precision components and welded assemblies for surgical tools, implants, and diagnostic equipment. Regulated projects need this level of documentation. We provide it.
Why Partner With Us?
One-stop shop is not a marketing phrase. Clients machine parts on our CNCs. Then we weld them in-house. No shipping to a separate welder. No logistics delays. No quality handoff problems.
Process expertise matters. We know when to recommend laser welding. High speed. Low heat-affected zone. We know when to recommend TIG welding. Thicker sections. Gap tolerance. We do not push one technology. We chose the right one for the print.
Quality comes first. Every weld gets documented. Every machined feature gets traced. Our ISO systems require it. Clients receive the paperwork they need for their own audits and regulatory submissions. No chasing down certificates. No missing batch records. The system works.
FAQ
Can laser welding replace MIG entirely?
No. Not for thick repair work. Laser excels at thin materials, high speed, and low distortion. But a person trying to fix a cracked excavator arm or a thick steel plate will still reach for a MIG or stick welder. The two methods serve different purposes. One does not eliminate the other.
Is laser welding difficult to learn?
It depends on what people mean by learning. Running the machine once it is set up is straightforward. Load parts. Push a button. Monitor the cycle. That part is easy.
Programming the system is harder. Beam alignment. Focus position. Weld parameter development. Fixture design. This work requires training and experience. Shops need an engineer or a skilled technician to handle setup. The operator on the floor does not need years of welding experience.
Does laser welding require shielding gas?
Yes, in most cases. Argon or helium is typical. The gas prevents plasma interference. Without it, the laser beam can scatter. Weld quality suffers. Some very low-power or pulsed applications run without gas, but those are niche cases. Most production welding uses shielding gas, just like MIG and TIG.
What is the thickest metal laser can weld?
High-power fiber lasers can weld up to one inch, or about twenty-five millimeters, in steel. The equipment exists. The welds are possible.
But here is the catch. Traditional methods are much cheaper for that thickness. A laser powerful enough to weld a one-inch plate costs a fortune. The energy consumption is high. The return on investment is poor. People welding thick material regularly should stick with MIG, TIG, or submerged arc welding. Laser only makes sense for thick sections in very specific, high-value applications where other constraints rule out traditional methods.