Introduction
To those unfamiliar with molds, this may seem like a completely foreign concept. In reality, however, molds are used not only in industry but also as a common part of everyday life. Popsicle and chocolate molds, for example, involve pouring melted food into a hollow form, which is then cooled to set the shape. The principle is the same in industry, except that molten material replaces the raw material. Molds are commonly used for injection molding, blow molding, extrusion, and die casting.
So the real question is practical. When does a project need a basic mold? When does it demand something tighter? And how are these tools actually built?
This article lays out the differences. Use cases—manufacturing methods. People will walk away knowing which path fits their part. No fluff. Just what works on the line.
What Are Simple Molds?
A simple mold does exactly what the name suggests. It makes parts. It does not need to make them perfectly for a million cycles. It just needs to work for a while.
Typical Characteristics
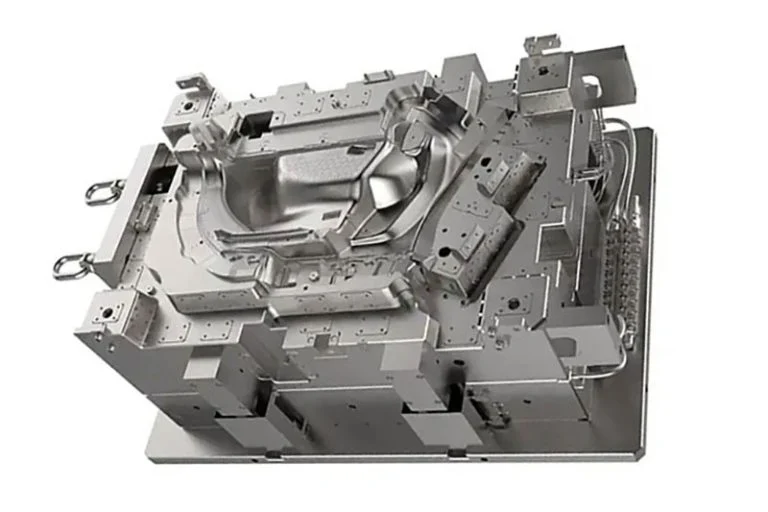
Simple molds use softer materials. Aluminum is common. Pre-hardened steel sometimes shows up. For very low volumes, people even use 3D-printed resin molds. The lead time is short. A shop can cut a basic aluminum mold in days, not weeks. The cost stays low because the design is straightforward. No sliders. No lifters. No complex cooling channels.
Tolerances
Simple molds hold tolerances between ±0.1 mm and ±0.5 mm. That is fine for many parts. A bracket. A housing. A non-critical cover. But for components that need a precise fit, those numbers are too loose. That is when clients move to precision mold manufacturing instead.
Materials
- Cheap. Easy to machine. Good for thousands of shots.
- Pre-hardened steel. Costs more. Tougher than aluminum. Lasts longer.
- 3D-printed resin. Lowest cost. Fastest turnaround. Shortest lifespan. Used almost exclusively for prototype validation.
Lifespan
The range is wide. A resin mold might last 100 shots. Maybe 200 if people are careful. An aluminum mold goes from 1,000 to 10,000 shots, depending on the plastic and the part geometry. Pre-hardened steel can push 50,000 shots before wear becomes a problem.
Cost Range
Simple molds cost between 1,000 and 3,000 USD. That is affordable for a small run. A startup can fund this.
Best Suited For
- Clients need parts to test form and fit before committing to production tooling.
- Low-volume production. Runs of a few hundred or a few thousand parts.
- Non-critical parts. Components where a tenth of a millimeter of variation does not matter.
Simple molds have a place in the injection mold-making workflow. They are the entry point. They prove the design. Then, for high-volume or high-precision work, the conversation shifts to precision mold manufacturing. That is a different tier entirely.
What Are Precision Molds?
Precision molds make nearly identical parts, shot after shot, for millions of cycles.
Definition and Characteristics
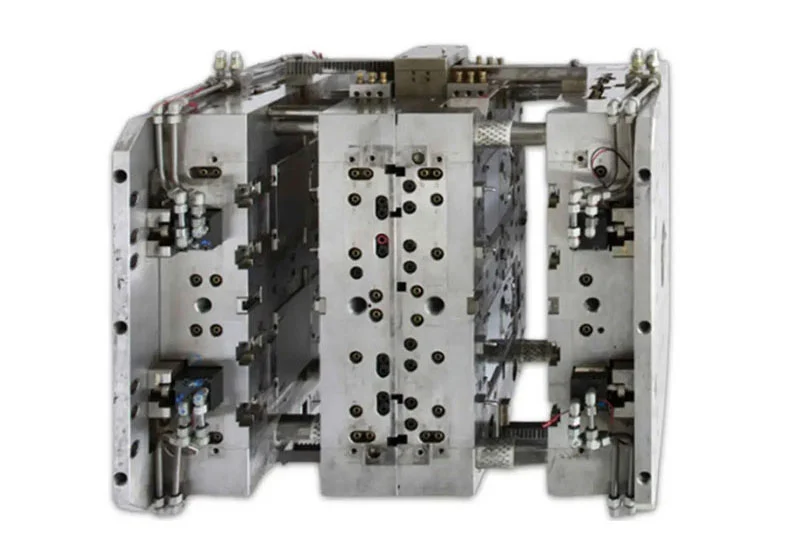
A precision mold is built for extreme durability and exact repeatability. High cost. Long lead time. No shortcuts. Engineers use hardened tool steel, not aluminum. They add coatings to reduce wear and improve release. The design includes complex cooling channels to manage heat and cycle time. Every detail is calculated.
This is what we mean by precision mold manufacturing. It is not just a tighter tolerance. It is a different philosophy. The mold is treated as a precision machine tool, not a disposable fixture.
Tolerances
Precision molds hold tolerances between ±0.01 mm and ±0.001 mm. That is ten to one hundred times tighter than a simple mold. For context, a human hair is about 0.07 mm thick. These molds hold tolerances smaller than a hair. Consistently. Across millions of parts.
Materials
Hardened tool steel is the standard. H13 for high heat and wear resistance. S7 for impact resistance. D2 for abrasive materials. Many precision molds also receive surface coatings. Titanium aluminum nitride (TiAlN). Chromium nitride. Diamond-like carbon (DLC). These coatings reduce friction, prevent corrosion, and extend tool life.

Lifespan
A well-built precision mold runs for 500,000 shots at a minimum. Many exceed one million. Some reach ten million or more with proper maintenance. This is why the upfront cost makes sense. Spread over ten million parts, the tooling cost per part becomes pennies.
Cost Range
Precision molds cost between 20,000 and 100,000 USD. Complex medical or optical molds can go higher. Much higher. The price reflects the steel quality, the machining time, the surface finishes, and the engineering hours required to design it.
Best Suited For
- Medical devices. Implants, surgical instruments, diagnostic components.
- Interior panels, ducting, and structural brackets.
- Under-hood components, sensor housings, transmission parts.
- Connectors, SIM card trays, camera housings.
- Optical parts. Lenses, light guides, display components.
In the world of injection mold making, precision molds sit at the top of the pyramid. Simple molds prove the concept. Precision molds deliver the product at scale. People who need millions of identical, high-quality parts do not have a real choice. The upfront cost hurts. The long-term reliability pays for itself.

When Are Simple Molds Used?
Simple molds have a clear place in the production workflow. Clients use them when the volume is low, the tolerances are loose, or the design is still changing.
Low Production Volume (Under 50,000 Parts)
This is the main driver. A simple mold makes economic sense below 50,000 shots. The tooling cost is low. The part cost per unit is higher than that of a precision mold, but the total investment stays small. For runs of 1,000 or 10,000 parts, spending 50,000 on a hardened steel tool is foolish. A 5,000 aluminum mold does the same job for less money.
Rapid Prototyping and Design Validation
Clients need real parts before committing to production tooling. A simple mold delivers those parts fast and cheaply. The team can test form, fit, and function. They can find problems early. Then they revise the design and cut another simple mold if needed.
Loose Tolerances Are Acceptable
Some parts do not need tight tolerances. A bracket inside a consumer appliance. A cover that snaps into place with generous clearance. A disposable component where ±0.3 mm is fine. For these applications, simple molds hold tolerances that are good enough.
Low-Value or Consumable Parts
Think about parts that are cheap to begin with. A plastic clip. A spacer. A disposable container. The profit margin on each part is tiny. Adding precision mold manufacturing costs would kill the business case. Simple molds keep the tooling investment low, so the per-part price stays competitive.
When Are Precision Molds Used?
Simple molds have limits. Push past those limits, and the tool fails. Parts drift out of spec. Surfaces degrade. Cycle times climb. That is when people switch to precision mold manufacturing.
High-Volume Production (Greater Than 100,000 Parts)
Volume drives the decision. A simple aluminum mold might survive 50,000 shots. After that, the cavity wears. Tolerances open up. Parts start to flash or short-circuit. For runs above 100,000 parts, a simple mold is a liability. Precision molds built from hardened tool steel run for millions of cycles without significant wear. The upfront cost is higher. The cost per part over the full production run is lower.
Tight Dimensional Tolerances (Less Than ±0.05 mm)
Some parts cannot tolerate variation. A medical device component with a press-fit feature. An optical lens mount. A gear train housing. These parts need tolerances tighter than ±0.05 mm. Many require ±0.01 mm or better. Simple molds cannot hold those numbers consistently. The aluminum core deflects. The temperature fluctuates. Precision mold manufacturing uses steel, advanced cooling, and rigid machine construction to hold tight tolerances shot after shot.
Strict Cosmetic or Surface Finish Requirements (SPI A-Level)
Surface finish matters for appearance and function. SPI A-level finishes are mirror-like. No tool marks. No visible flow lines. No gate vestiges that snag. Achieving this finish requires a precision mold. The cavity is polished to a mirror. The steel is hard enough to retain that polish over millions of cycles. A simple mold made of aluminum or pre-hardened steel cannot maintain an SPI A-level finish.
Difficult Materials
Some plastics destroy ordinary molds. Glass-filled nylon is abrasive. PEEK requires high melt temperatures. Liquid crystal polymers (LCP) flow aggressively and wear cavities. These materials demand precision mold manufacturing. The tool steel must be hard and wear-resistant. The coatings must protect against corrosion and abrasion.
Thin Walls or Deep Ribs Requiring High Injection Pressure
Thin-wall parts need high pressure to fill. Deep ribs need high pressure to pack. High pressure means high stress on the mold. The cavity deflects. The core bends. The parting line flashes. Precision mold manufacturing addresses this with beefed-up tool construction. Thicker plates. Support pillars. Harder steel. The mold is designed to withstand injection pressures that would crack or distort a simple aluminum tool.
Regulated Industries
A medical implant component cannot fail. An aerospace interior panel must meet flame-retardant and smoke toxicity standards. An automotive safety part needs full traceability. Regulated industries require documented process control. They demand validation. They audit suppliers. Precision mold manufacturing provides the consistency and documentation that these industries require. A simple mold, even if it could hold tolerance, lacks the rigor.

What Methods Are Typically Used to Make Molds?
Building a mold is not a single process. People use different methods depending on the material, the complexity, and the required lifespan. Each approach has strengths.
CNC Machining
This is the workhorse of injection molding. A CNC mill or CNC lathe cuts the mold cavity directly from a block of steel or aluminum. The process is precise, repeatable, and well understood. For hardened steel molds intended to run millions of parts, CNC machining is the primary method. Roughing passes remove the bulk of the material. Finishing passes bring the cavity to final dimensions. Precision mold manufacturing relies heavily on five-axis CNC machines to reach complex geometries without repositioning the workpiece.
Electrical Discharge Machining (EDM)
Some features are too difficult for a milling cutter. Sharp internal corners. Deep, narrow ribs. Complex cavities with high aspect ratios. For these people, use EDM. A graphite or copper electrode is machined to the negative shape of the desired feature. The electrode is then brought close to the steel workpiece. An electrical spark erodes the material away. The process is slow. It is also extremely accurate. EDM can produce sharp corners that no end mill can achieve. Many precision molds have both CNC-machined and EDM-cut features in the same tool.
3D Printing (Rapid Tooling)
For prototype molds and very low-volume production, 3D printing is an option. A mold insert is printed directly from resin or metal powder. The lead time is days instead of weeks. The cost is a fraction of machined steel. The trade-off is durability. A printed mold might last 100 to 1,000 shots before wear or heat degradation ruins it. We use this method for design validation, not for mass production.
How to Choose Between Simple and Precision Molds
“So, should I choose a simple or a precision mold? Which one is right for me?” Here’s a decision tree to help you choose the right mold for your needs quickly and easily.
| Question 1: Number of parts needed?
├─ < 50,000 → Question 2 └─ > 50,000 → Question 3
Question 2: Tolerances looser than ±0.1 mm? ├─ Yes → Simple Mold └─ No → Question 3
Question 3: Material contains glass fiber/carbon fiber OR requires high temperatures? ├─ Yes → Precision Mold Manufacturing └─ No → Question 4
Question 4: Is the part regulated (medical/aerospace/automotive safety)? ├─ Yes → Precision Mold Required └─ No → Question 5
Question 5: Tooling budget under $10,000? ├─ Yes → Simple Mold (Only Practical Option) └─ No → Precision Mold Manufacturing (Better Long-Term Value) |
Contact NOBLE for Best Precision Mold Manufacturing
NOBLE specializes in CNC machining and injection mold making. We have been doing this work for years. Prototype volumes. Production volumes. Simple molds. Precision molds. We handle all of it.

Our Processing Capabilities
This section matters because the article just explained simple versus precision molds. We actually build both. Here is how.
CNC Machining Capabilities
Our machine floor runs a range of equipment. Three-axis machining centers for basic cavity work. Four-axis and five-axis machines for complex geometries and undercuts. Hard milling for tool steel in its hardened state. These machines are the backbone of our precision mold manufacturing process.
Materials we machine include aluminum for prototype molds, hardened tool steel grades like H13, S7, and D2 for production precision molds, stainless steel for corrosion-resistant tooling, and engineering plastics for special applications.
Tolerances achievable are tight. We hold ±0.005 mm (±5 microns) on critical mold components. That is the level required for precision mold manufacturing. Simple molds get wider tolerances. We adjust the process to match the requirement.
Secondary services include surface finishing, polishing to SPI grades, and EDM for sharp internal corners that milling cutters cannot reach. Every step supports our injection mold-making workflow.
Injection Molding Capabilities
Mold types produced: Simple molds for prototyping and low-volume runs. Precision molds for high-volume production. Bridge molds for the gap between them.
Mold materials: Aluminum for low-volume tools. Pre-hardened steel for medium-volume bridge molds. Hardened tool steel with coatings for production precision molds running millions of shots. Every injection mold-making project gets the right material for the job.
Part materials processed: Commodity resins like PP, ABS, and PE for general parts. Engineering resins, including PC, nylon, PEEK, and glass-filled grades for demanding applications. Medical-grade materials for devices and implants.
Why Choose NOBLE For Precision Mold Manufacturing
The article explained the theory. Here is the practical difference. Our precision mold manufacturing process stands apart from standard shops.
We build both simple and precision molds. We match the mold to the real need, not a one-size-fits-all solution. A prototype gets a simple aluminum mold. A million-shot medical part gets hardened steel precision tooling through dedicated precision mold manufacturing. The client saves money either way.
Certified for medical and high-reliability parts. ISO 13485:2016 for medical devices. ISO 9001:2015 for quality management. These certifications matter for regulated industries. Clients bring us parts that go into patients or aircraft. We provide the documentation and traceability that those applications require. Our injection mold-making processes are fully documented.
In-house CNC machining and injection molding. We do not outsource. CNC machining and injection molding happen under one roof. Lead times shorten. Accountability is single-source. When something needs troubleshooting, the engineer walks to the machine. No phone tag. No finger-pointing. This integration is essential for precision mold manufacturing.
Transparent DFM feedback. Before cutting any steel, we review the part design. We tell clients if the part can be made better or cheaper. Sometimes a small change reduces mold complexity by half. Sometimes a feature is unmoldable as drawn. We flag these issues early. That is not common in injection mold making.
Prototype to production, seamless. A project often starts with a simple aluminum mold for low-volume validation. Later, demand grows. We then build a hardened steel precision mold through precision mold manufacturing for high-volume production. The same team. The same quality system. The same contact person. No transition headaches.
FAQ
What is the difference between a simple mold and a precision mold?
A simple mold uses softer materials like aluminum, holds looser tolerances (±0.1 mm to ±0.5 mm), and lasts for 100 to 50,000 shots. A precision mold uses hardened tool steel, holds tight tolerances (±0.01 mm to ±0.001 mm), and lasts for 500,000 to over 10 million shots.
When should I use a simple mold?
Use a simple mold for production runs under 50,000 parts, when tolerances of ±0.1 mm or looser are acceptable, and for standard plastics like ABS or PP without glass fillers.
When should I use a precision mold?
Use a precision mold for volumes above 100,000 parts, tolerances tighter than ±0.05 mm, difficult materials like glass-filled nylon or PEEK, and for regulated industries like medical or aerospace.
Can a simple mold make complex parts?
Yes. Geometry alone does not force a precision mold; a simple aluminum mold can produce complex shapes if the volume is low and tolerances are loose.
What is the cheapest way to make a mold?
D-printed resin molds cost a few hundred dollars and work for 100 to 200 shots, making them the cheapest option for prototype validation.
Is 3D printing good for mold making?
For prototype molds, yes—fast and cheap. For production molds, no—printed molds wear out within hundreds of shots and cannot compete with machined steel tools.