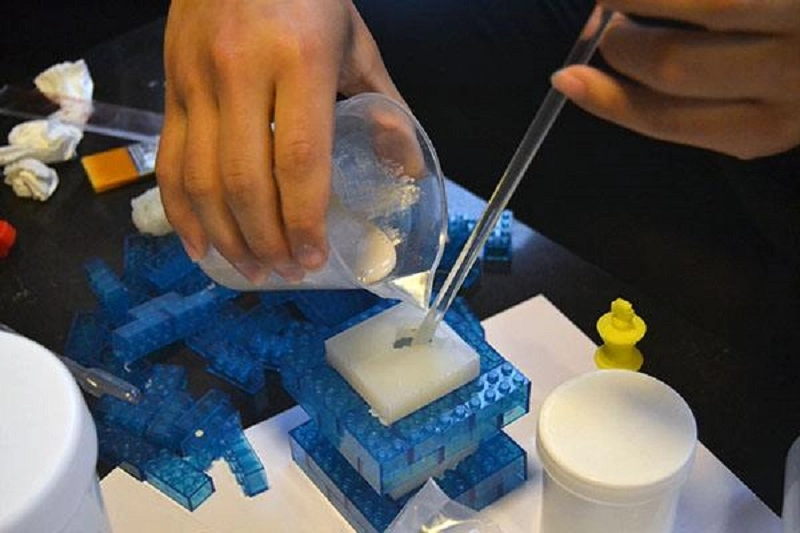
Silicone vacuum casting is a common modern process suitable for rapid prototyping and small-batch production. Parts are demolded quickly, with excellent surface finish, and the material properties are consistent with those of mass-production-grade silicone.
However, defects are inevitable—such as air bubbles, incomplete filling, surface imperfections, and warping. This process is relatively sensitive; even minor changes in materials, molds, or vacuum levels can cause serious problems.
Common Defects in Silicone Vacuum Casting

Have you ever encountered defects in silicone vacuum casting? Examples include bubbles, surface roughness, and flash. Each of these defects can affect appearance, dimensions, mechanical properties, or production efficiency. Understanding these defects is the first step toward eliminating them.
Air Bubbles (Voids)
Trapped air forms voids. Internal pores weaken part strength, while surface pinholes compromise surface finish. There are several causes—insufficient degassing, inadequate vacuum holding time, and improper mold venting channel design.
Preventive measures include proper degassing. The resin must be allowed to rest for a sufficient period under vacuum. The mold must be equipped with vent channels to allow air to escape during the resin filling process. The vacuum level must meet the material’s requirements.
Short Shots
When you open the mold, you find that it has not been completely filled, the part is incomplete, and detail reproduction is poor. The cause is simple. It may be due to excessive resin viscosity or insufficient material injection. Alternatively, the mixture may have begun to cure before the cavity was fully filled.
Resolving incomplete filling requires process adjustments. Increase the material volume. Reduce resin viscosity through preheating. Shorten the time interval between mixing and injection.
Flash
A thin layer of resin oozes out along the parting line. The part’s edges are uneven, with excess flash present. Mold wear can cause leakage. Misalignment can lead to resin overflow. Excessive injection pressure can force the resin to overflow.
Flash is a symptom—your mold needs maintenance. Alignment must be checked. Injection pressure must be matched to the material and geometry.
Warpage
Parts distort after demolding. Large, thin sections are most vulnerable. Flat components curl. Long parts bow. The cause is differential curing or cooling stress. One section cures faster than another. Internal stress pulls the part out of shape.
Prevention focuses on uniform curing. Adjust the oven temperature. Ensure even heat distribution. Modify the part geometry to reduce thick-to-thin transitions.
Surface Defects
Scratches. Pits. Rough patches. The surface is not smooth. The master pattern may have imperfections. The mold surface may be damaged. The resin itself may form a rough surface.
The solution is quality control at every stage. Inspect the master pattern. Protect the mold surface. Control the resin conditions.
Dimensional Inaccuracy
Parts are out of tolerance. Holes do not align. Interfaces do not mate. Three factors cause the problem. Silicone mold shrinkage. Resin shrinkage. Temperature changes during curing.
Compensation requires empirical data. Measure shrinkage in the mold and resin. Adjust the master pattern dimensions accordingly. Control the curing temperature.
Incomplete Cure
Parts remain soft. They are sticky. They lack mechanical strength. The cause is simple: the resin did not fully crosslink. Wrong mix ratio. Inadequate mixing. Poor curing conditions. Contamination from mold release agents.
The fix is process discipline. Verify the resin ratio. Extend the mixing time. Maintain oven temperature. Clean the mold between cycles.
Color Variation
Parts from the same batch look different. One is light. One is dark. Pigment mixing is inconsistent. Resin batches vary. Curing conditions alter color.
Standardization works. Use pre-weighed pigment packs. Calibrate the mixing equipment. Control the curing cycle.
These eight defects cover most issues in silicone vacuum casting. Each has a cause. Each has a fix. The next section shows how to implement those fixes.
Causes of Vacuum Casting Defects

Defects are merely symptoms; the true causes lie at a deeper level. If only the surface-level issues are addressed, the problem will resurface; only by identifying the root cause can the problem be completely resolved. The following five categories cover most of the causes of failure in silicone vacuum casting.
Material Issues
Resin is the key to the entire process. Poor-quality resin will result in substandard parts.
Expired resin has lost its reactivity, leading to incomplete curing and leaving the parts soft.
Incorrect mixing ratios can cause a stoichiometric imbalance. Too much base will make the parts sticky; too much curing agent will make them brittle.
Moisture contamination stems from a damp storage environment. Water reacts with the resin, producing bubbles that degrade mechanical properties.
Poor storage conditions—high temperatures, light exposure, and air—can degrade the material’s properties even before it enters the mold.
Material incompatibility can lead to delamination or bonding failure between layers or inserts.
The first step is to inspect the material. If the resin is of poor quality, nothing else will help.
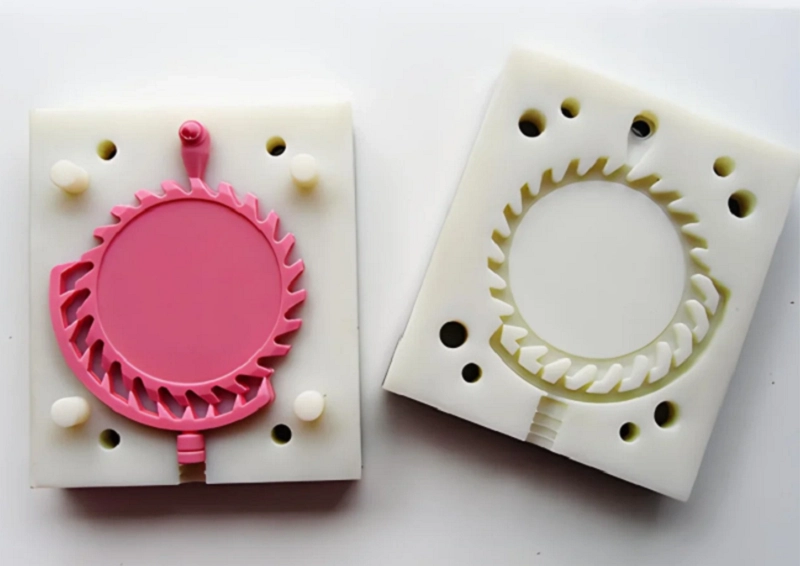
Mold Design Problems
The mold determines the shape of the part. Improper design will inevitably result in poor part quality.
The gate location determines the flow of molten material. An improper gate location can cause turbulence. Turbulence traps air, leading to the formation of air pockets.
Insufficient venting prevents air from escaping. Compressed air that cannot escape causes blowholes in the part.
Improper parting line design can result in flash or tearing of the part during demolding.
A poor mold design can prevent the resin from flowing evenly, leading to insufficient filling and, consequently, part warpage.
A mold is a production tool, and its design must meet process requirements.
Process Parameter Errors
The machine operates strictly according to instructions; incorrect settings will lead to incorrect results.
Is the vacuum too low? Air trapped in the resin will form bubbles.
Is pouring speed too fast? Turbulence traps air. Pouring speed is too slow. The resin cures before filling the mold.
If the curing temperature is too low, the reaction will be incomplete; if too high, it will cause the part to burn.
If the curing time is too short, the part will not cure sufficiently; if it is too long, the mold will degrade.
If the part is demolded too early, it will tear; if too late, it will stick to the mold.
Each parameter has an optimal range. As long as it remains within this range, part quality will be satisfactory; once it exceeds this range, defects will occur.
Operator Errors
The silicone vacuum casting process can be automated, but the operator is still very important.
If manual operations are not consistent, the machine starts from a different condition each time. As a result, the final parts will not be consistent.
If the resin is not measured accurately, the mixing ratio will be wrong, and the curing result will not be as expected.
If the resin is not mixed properly, some unmixed resin will stay at the bottom of the container. This unmixed resin will then flow into the mold, and the part will not cure properly.
Common handling mistakes include contamination from skin oils, using too much mold release agent, and accidentally dropping tools.
The best way to avoid these problems is through proper training, standard operating procedures, and careful supervision.
Mold Wear
Silicone molds are consumable. Every casting cycle causes some wear.
The first sign is flash. The parting line starts to wear, and resin begins to leak from the mold. Then dimensional changes appear. The mold becomes softer and starts to stretch. Critical dimensions begin to change.
As the mold surface wears, the part surface becomes rougher, and fine details are gradually lost. Part consistency also drops. The first few parts are usually good, but the last few may become scrap.
To avoid these problems, track the mold life and replace the mold at the right time. Do not use it beyond its service life.
These five categories cover the main root causes of defects in silicone vacuum casting. By finding and solving these problems in a systematic way, defect rates can be reduced, yield can be improved, and production can run more smoothly.
How to Prevent Defects in Silicone Vacuum Casting
Prevention costs much less than rework. By solving the root causes of defects in a systematic way, yield can be improved. The following nine areas cover practical methods that have been proven effective in silicone vacuum casting.
Improve Master Pattern Quality
The master pattern defines everything. Its surface finish becomes the surface finish of the final part, and its dimensional accuracy determines the final tolerances. A poor master pattern will always lead to poor parts.
Finish the master pattern carefully. Sand and polish the surface to remove all scratches.
Clean the master pattern thoroughly. Dust and fingerprints can transfer to the silicone mold, and the mold will transfer these defects to every cast part.
Check dimensional accuracy. Measure critical features and confirm that the master pattern matches the design requirements. This is the first quality checkpoint in the production process. Do not ignore it.
Optimize Mold Design
The mold is the foundation of the entire process. A well-designed mold makes production smoother, while a poor design will lead to repeated defects.
Place gates in the right locations so the resin flows smoothly and avoids turbulence that can create bubbles.
Add enough vents. Air must escape smoothly as the resin fills the mold. Poor venting or blocked vents will trap air, causing voids and air bubbles.
Design the parting line carefully. A poor parting line location can cause flash and make demolding more difficult.
A good mold design follows the natural flow of the resin instead of forcing it against the flow.
Prepare Resin Correctly
Resin preparation is the key step to ensure consistent production results.
Use a scale for accurate measurement. Follow the correct mixing ratio strictly.
Mix thoroughly. Scrape the sides and bottom of the container to make sure all materials are mixed evenly. Poor mixing can cause some areas to remain uncured.
Perform vacuum degassing. Keep the resin under vacuum long enough to remove dissolved air. Removing surface bubbles is not enough. Air bubbles inside the resin must also be removed.
Handle materials carefully. Contamination from oil, moisture, or old resin can damage the entire batch.
Control Vacuum Conditions
Vacuum is used not only for degassing but also to help the resin fill the mold.
Set the correct vacuum level. If the vacuum is too low, air will remain trapped. If it is too high, the resin may boil, creating new defects.
Control the vacuum time. The resin should stay under vacuum during both degassing and pouring. The mold must be fully evacuated before the resin enters.
Maintain Proper Curing Conditions
Curing changes liquid resin into solid parts. If the conditions are not controlled properly, parts may not cure completely or may become deformed.
Control oven temperature. A temperature difference of only a few degrees can change the curing speed. Uneven temperature inside the oven can cause inconsistent part performance.
Set the correct curing time. Under-cured parts will be soft and weak, while over-cured parts may become brittle.
Monitor environmental conditions. Humidity and airflow can affect the curing result.
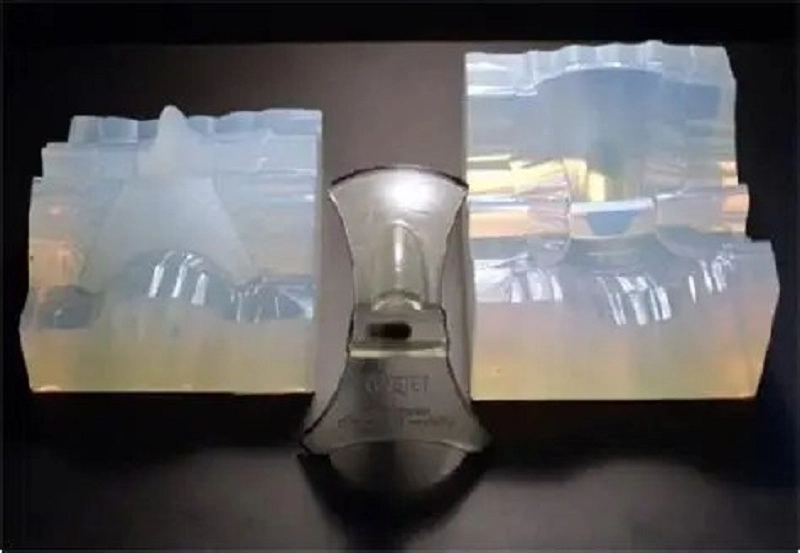
Handle Silicone Molds Carefully
Silicone molds are relatively fragile. Improper use will speed up mold wear.
Demold gently. Do not force the part out. Use air pressure or carefully peel the part from the mold.
Avoid using abrasive tools to clean the mold. Harsh cleaning methods can damage the mold cavity surface.
Store molds flat and clean. Protect them from light, high temperatures, and pressure.
Inspect molds regularly. Check for tears, worn parting lines, and surface aging. Replace the mold before it starts producing defective parts.
Design Parts for Manufacturability
Maintain uniform wall thickness. Thick sections may shrink unevenly, while thin sections may not fill properly.
Reduce undercuts. Deep undercuts increase stress on the mold during demolding and can cause damage.
Add rounded corners. Sharp corners create stress points and can trap air.
Improve flow paths. Resin must reach every detailed area of the cavity. The design should not block resin flow.
Standardize Operating Procedures
Document every step, including resin preparation, degassing, pouring, curing, demolding, and inspection.
Train operators. Everyone must follow the same operating procedures. Differences in operation methods can cause variations in part quality.
Use process control. Set process parameters, monitor them continuously, and make adjustments when they drift.
Perform Routine Quality Inspections
Inspection helps find problems early. The earlier a problem is found, the easier it is to fix.
| Visual Inspection | Surface defects can usually be seen directly, including cracks, pits, flash, and color differences. |
| Dimensional Measurement | Critical dimensions must remain within tolerance. |
| Weight Comparison | Parts with internal voids weigh less than solid parts. |
| Assembly Testing | Parts must fit together correctly. If they do not, it may indicate a change in the process. |
| Functional Testing | Parts must meet actual usage requirements and be tested under expected conditions. |
These nine prevention methods cover the entire silicone vacuum casting process. Apply them systematically to reduce defect rates, improve yield, and make production more stable and predictable.
Partner with NOBLE for Silicone Vacuum Casting Solutions

NOBLE specializes in metal and plastic processing. Our work is not just about making parts. It is about providing complete solutions. Customers who need reliable, high-quality components and assemblies choose to work with us.
We support projects from the early stages, including design support, prototyping, manufacturing, finishing, and assembly. All processes can be completed under one roof.
Our engineering expertise, advanced processing capabilities, and strict quality management work together to keep the entire process connected. NOBLE helps customers turn ideas into production-ready products efficiently.
Comprehensive Manufacturing Capabilities from Design to Assembly
A single supplier can handle the complete production chain, eliminating the need to coordinate multiple manufacturing partners.
Design support and engineering assistance help optimize product designs, improve manufacturability, and provide material selection guidance, increasing production efficiency.
Prototype development supports fast validation. Before moving into full-scale production, low-volume production solutions can be used to test and improve the design.
Metal processing includes CNC machining, sheet metal fabrication, and surface finishing. These capabilities support complex structures and tight tolerances.
Plastic processing covers multiple manufacturing technologies, including silicone vacuum casting and injection molding. The right plastic manufacturing method is selected based on the product application.
Surface finishing and secondary processing further improve product appearance and performance, including coatings, textures, and additional post-processing operations.
Assembly and final product integration provide complete delivery. Not just individual parts, but finished assemblies ready for use.
Quality Management Certified to International Standards
ISO 9001:2015 demonstrates a consistent quality management system, including process control, continuous improvement, and customer satisfaction management.
ISO 13485:2016 supports medical device manufacturing with controlled processes, documentation, traceability, and strict quality requirements.
These certifications define NOBLE’s daily operating standards. Customers in demanding industries rely on these systems for reliable quality assurance.
FAQ
How many parts can a silicone mold typically produce?
A silicone mold typically produces 20 to 30 parts. Simple parts may reach around 40 parts. Complex designs or parts that cause more wear during demolding will reduce mold life faster.
Mold life also depends on resin temperature, curing conditions, and handling methods. Track mold performance and replace the mold before defects become frequent.
What causes bubbles in vacuum casting?
Bubbles usually come from insufficient degassing. The resin must stay under vacuum long enough to release dissolved air.
Air trapped inside the mold is another common cause. Poor venting prevents air from escaping. Incorrect pouring methods can also introduce air during resin transfer.
Can warped vacuum-cast parts be repaired?
Some deformed parts can be repaired. Mild distortion can be corrected through controlled heating and proper fixtures.
However, parts with complex curves or severe deformation usually cannot be repaired. Prevention is better than repair. Control the curing temperature and avoid sudden transitions between thick and thin sections.
How accurate is silicone vacuum casting?
Typical dimensional tolerances are between ±0.10 mm and ±0.30 mm. The quality of the master pattern determines the maximum achievable accuracy. Resin shrinkage causes dimensional changes, and mold wear increases tolerances over time.
Why do silicone molds wear out?
Silicone molds gradually degrade due to multiple factors.
Repeated casting cycles cause mechanical fatigue. Stress during demolding can damage the mold cavity surface. Chemicals in the resin can gradually affect silicone performance, and high temperatures can accelerate mold aging.


