Here’s the thing about injection molding. The mold isn’t just a box you pour plastic into. It’s the heart of the entire operation. If the mold is bad, nothing else matters.

Its quality hits everything downstream. The final part’s dimensions will be off. The surface will look rough or inconsistent. The mechanical strength of each piece might fail. On top of that, your production speed will drop, and the mold itself will wear out fast. That’s a lot riding on one tool.
So, what actually makes an injection mold good or bad? Let’s get into it.
Mold Design
Let’s break down what makes a mold good or bad. It starts on the drawing board. Design flaws don’t get fixed later. You can’t machine your way out of a bad design. So this is ground zero.

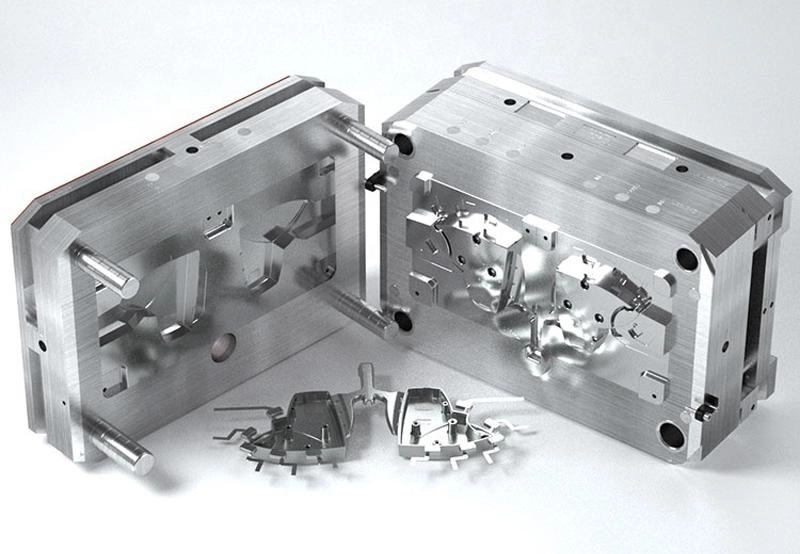
Cavity and Core Structure Design
The cavity and the core are the main event. They shape the plastic. Their dimensional accuracy, the exact geometry, the draft angle you put on the walls, the corner radii — all of this dictates the final part’s look and whether it hits your size specs.
Here’s another thing. The layout matters. If you have multiple cavities in one mold, their spacing and arrangement control how evenly the melted plastic flows. An unbalanced layout is a problem. You’ll get parts that are different sizes from each other. Material density will vary across the batch. One part might be strong, the next weak.
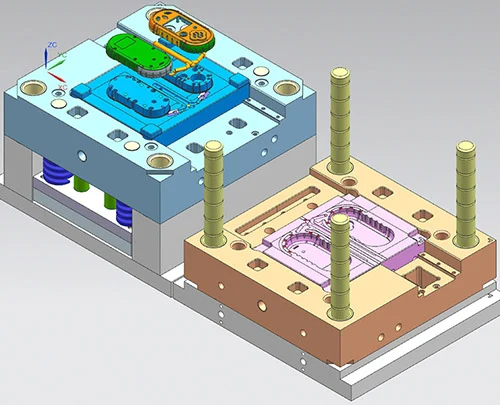
Runner System Design
Think of the runner system as the plumbing. It’s the main sprue, the branching runners, the gates that feed each cavity, and the cold slug wells that trap the first bit of cooled plastic. This whole path guides the melt from the machine’s nozzle into the cavity. Its design is critical. A bad runner means the cavity fills poorly or not at all.
Cooling and Heating System Design
Here’s a number to remember. The cooling phase takes up over 60% of the entire molding cycle. That’s most of your time. So a smart cooling system design does two big things. It directly speeds up your production by cutting that cycle time. And it directly controls how much the part warps or deforms as it solidifies. Get the cooling wrong, and every part comes out twisted.
Venting System and the Guiding/Locating Mechanism Design
Air gets trapped. It happens. If you don’t give that air a way out through a venting system, it causes visible defects. You’ll see bubbles, burn marks from compressed hot air, short shots where the plastic doesn’t reach the end, or weak lines where two flow fronts meet poorly. In bad cases, that compressed air gets so hot it actually burns or pits the steel cavity surface. That ruins the mold.
Separately, you need the guiding and locating mechanism. That’s your guide pins, bushings, and locating locks. These parts ensure the mold halves close the same way every single time. They prevent misalignment between the cavity and the core. No guide system means parts with a visible step or shift.
Mold Materials
You can have the best design in the world. But if you build it from the wrong steel, the mold will fail. Material choice is not an afterthought. It is a core prerequisite. It sets the mold’s hardness, how well it resists wear, its ability to fight corrosion, its tolerance for heat, and its impact resistance. Pick wrong, and nothing else works.
Cavity and Core Materials
This is where the plastic touches the steel. So the choice depends on your job.
For standard parts and lower volumes, you use pre-hardened plastic mold steels. Think P20 or 718. They polish up nicely. They resist wear. The cost is reasonable. That’s your workhorse.
But for high-volume production? Or for clear parts? Or anything needing a high-gloss, mirror finish? You step up to mirror-grade steels like S136 or NAK80. These are different. You can polish them to a literal mirror. They fight corrosion. They resist wear for millions of cycles. You pay more, but you get the performance.
Here’s a specific warning. Some plastics are corrosive. PVC and POM are prime examples. They outgas chemicals that attack standard tool steel. For those materials, you must use a corrosion-resistant stainless steel for the cavity. Otherwise, the mold surface will rust, pit, and degrade. The parts will look terrible, and the mold will die young.
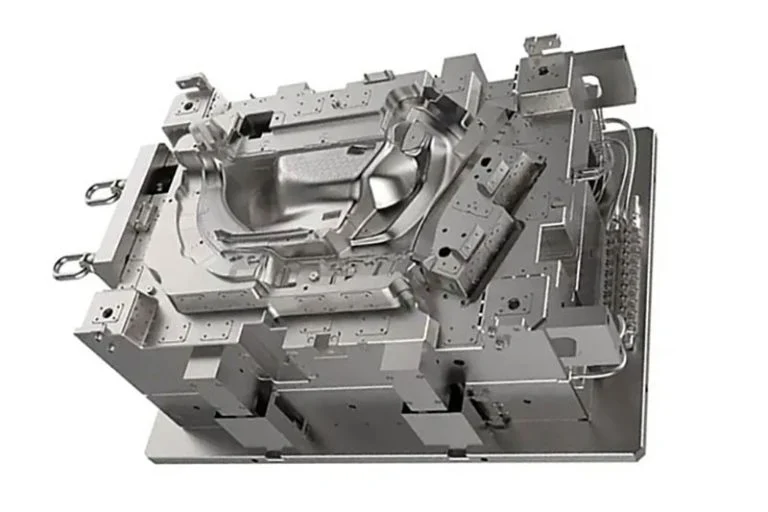
Mold Base and Structural Components
The cavity does the shaping. The mold base holds. It’s the entire supporting framework. Typically, it’s made from a good carbon structural steel, like 45# steel. The base needs raw strength and rigidity. It has to withstand the massive clamping forces of the injection machine without bending or flexing. If the base deforms, you lose clamp force and parts flash.
Then you have the moving parts. Ejector pins, ejector sleeves, guide pins, guide bushings. These need specialized component steels. They must be extremely hard and resistant to wear. They slide back and forth millions of times. Their dimensional stability is critical. Cheap, low-quality pins and bushings will wear out fast. They’ll deform or gall. Then you get stuck on ejectors or misaligned guides. That stops production. So you buy quality components here. It’s non-negotiable.
Heat Treatment and Surface Treatment
Here’s where raw steel gets turned into a real tool. Heat treatment and surface treatment are not optional steps. They are what give the mold its fighting strength.
Think about heat treatment first. You are talking about quenching, tempering, carburizing, and nitriding. These processes directly set two things: the final hardness of the steel and the internal stress state locked inside it. Get the recipe wrong, and the consequences are brutal. The mold won’t be hard enough. It will wear down fast. Worse, the internal stresses can cause the mold to warp or crack during machining or under production pressure. A cracked mold is a dead mold.
Now look at surface treatments. This is about what happens on the very outside layer of the cavity. Polishing, chrome plating, nitriding, and titanium plating. Each one serves a purpose. They improve the cavity’s finish, boost wear resistance, and fight off corrosion.
But precision matters here. If your polishing precision is sloppy, you get rough part surfaces. That rough surface also makes ejection difficult. The part sticks. If you pick the wrong surface treatment for your plastic—say, skipping corrosion protection for PVC—you accelerate mold wear dramatically. The cavity erodes. So you must match the treatment to the material and the application. No shortcuts.
Machining and Manufacturing Precision
You can have a perfect design. You can pick the best steel. But if you machine it poorly, the mold is garbage. End of story. Machining precision is where theory meets the actual metal. Three things control the final result: the equipment, the process plan, and the person running the machine.
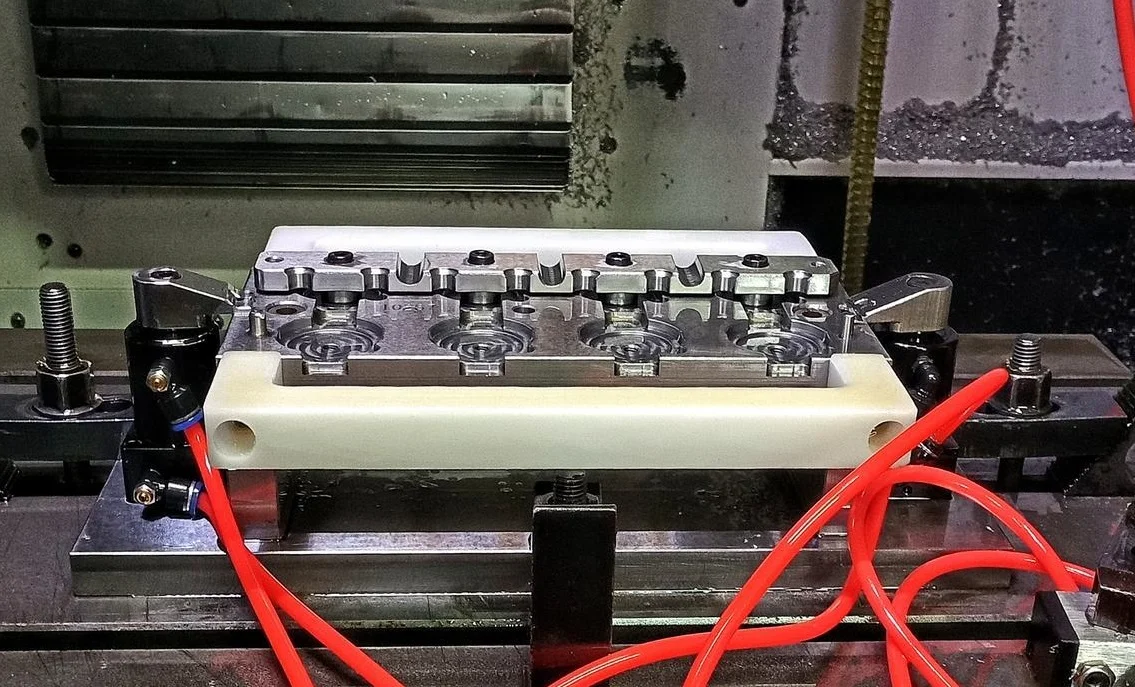
Machining Equipment Precision
The core cavity gets cut by specific machines. CNC mills, machining centers, EDM (electrical discharge machines), wire EDMs, surface grinders. Each piece of equipment has its own precision limits and stability. If the machine tool has any deviation—worn ballscrews, loose ways, spindle runout—that error gets carved directly into your mold component. You cannot fix it later. The machine’s accuracy is your accuracy.
Rationality of the Machining Process
Sequence matters. A lot. You don’t just cut and hope. The proper order is roughing, then heat treatment, then finishing, then grinding, then polishing. If you skip steps or do them out of order, you introduce internal stresses into the mold steel. Those stresses don’t stay hidden. They cause the mold to deform during production, or sometimes even during final machining.
Here are specific traps. EDM uses sparks to erode the cavity. If your parameters are wrong, you get a rough, pitted surface. Wire EDM leaves a distinct finish. If it’s too coarse, the cavity wall looks terrible. And polishing? If you don’t do it thoroughly and systematically, you never hit that mirror finish. Worse, you can actually ruin the dimensional accuracy by over-polishing in one spot. So every step has to be controlled.
Control of Dimensional and Geometric Tolerances
This is the nitty-gritty. Every single mold component has a dimensional tolerance. You must hold it. But beyond that, you have geometric tolerances: parallelism between two surfaces, perpendicularity of a pin to a face, coaxiality of a hole and a shaft. Let any of these drift outside the spec, and bad things happen. Parts come out wrong. The mold wears unevenly and fast. In a catastrophic case, the mold just fails. It locks up or cracks.
Skill Level of Operators
Here is the uncomfortable truth. Machines don’t run themselves. Mold machining is a hybrid craft. It requires high-precision machinery operated by a skilled human. The operator’s technical experience, their eye for detail, their sense of responsibility—these are not soft skills. They are production variables. You can have the best five-axis mill in the world. If the operator is careless or inexperienced, they will crash the tool, mis-set a work offset, or miss a critical measurement. No equipment and no process can fully compensate for a lack of operator skill or simple vigilance. The person at the controls is the final gate.
Assembly and Debugging
You have all the components machined perfectly. Now you have to put them together. Assembly is where individual parts become a working system. Then you debug—that’s trial molding—to prove it actually makes good parts.
Assembly Precision
This is not sloppy work. Fit clearances matter. A pin that’s too tight will gall. Too loose, and it wobbles. You also watch parallelism and perpendicularity across the whole assembly. The mold base, the cavity and core, the guide pins and bushings, the ejector plate, and the runner shutoffs. Everything has to align.
Let any of these tolerances drift, and the consequences are immediate. Parts come out with flash or short shots. The mold operation becomes inconsistent—it binds or sticks. Wear accelerates dramatically in the first thousand cycles. But get it right, and everything moves smoothly. The mold closes with a solid, precise thunk every time.
Trial Molding and Parameter Debugging
Here’s where theory hits the press. You assemble the mold, mount it, and run a trial. The goal is systematic adjustment. You are not guessing. You change one variable at a time.
The key parameters are injection pressure, injection speed, mold temperature, holding pressure, and cooling time. You watch the trial parts. You measure them. You look for specific defects. Short shots tell you the cavity isn’t filling. Warpage tells you that cooling is uneven or packing is wrong. Sink marks indicate insufficient holding pressure. Flash means the clamp is weak or the mold is not fully seated.
Through this process, you fine-tune. Successful debugging does two big things. First, it validates the mold design and the assembly work. Second, it establishes a documented, reliable process for full-scale production. You lock those parameters in. That’s your recipe.
Maintenance and Operational Management
You can build a perfect mold. Design it right, pick the best steel, machine it to tenths. But then you hand it to production. And that’s where molds go to die if you’re not careful. How you use, maintain, and manage the mold over its entire life determines its real service life. This is not an afterthought. It’s critical.
Routine Maintenance
Here’s the daily work. You must regularly clean the cavity, the venting channels, and the runner system. Residual plastic builds up. Gas residues leave a film. Debris gets trapped. All of it must come out.
Lubrication is non-negotiable. Guiding components—guide pins, bushings, slides—need oil. Ejector mechanisms need grease. Without it, you get dry friction. Dry friction means premature wear. Wear means sloppy parts and then mold failure.
Long idle periods are a trap. If the mold sits for weeks or months, you must take rust prevention measures. That means applying anti-rust agents to all steel surfaces. Seal the cavity. Protect against moisture in the air. Skip this, and a high-quality mold will rust and pit just sitting on the shelf. Corrosion doesn’t care how much you paid for the tool.
Proper Operating Practices
Operators can kill a mold fast. Here’s how. Mismatched injection parameters. Excessive clamping pressure will crush venting lands or deform the mold base. Overly fast ejection speeds slam into parts and break small ejector pins. Contaminated raw material—regrind with fines or metal bits—acts like sandpaper inside the cavity.
The rule is simple. Machine settings must match the mold’s design specifications. Forcing a mold to run outside its intended range is abuse. It accelerates wear dramatically and leads to permanent, irreparable damage.
Timely Repairs
Minor damage happens. Light scratches on a cavity surface. Small dents from a dropped part. Localized wear on a shutoff. You fix these immediately. Polishing removes the scratch. Spot welding fills a dent, then you recut the surface.
The danger is delay. Ignore a small defect, and it evolves. A scratch becomes a gouge. A dent becomes a crack. Localized wear spreads. What was a simple, thirty-minute repair became a complete cavity replacement. That’s irreversible damage. That’s a dead mold. So, timely intervention is the key. Fix it now, or buy a new mold later. Your choice.
Conclusion
So you want a good mold. A long-lasting one. That comes from many stages working together. Not one. Not two. All of them. Design. Material choice. Machining. Assembly. Maintenance. Each link in that chain has to hold.
Here is the hard truth. A single weak link breaks the whole thing. A perfect design built from bad steel fails. A perfect cavity machined poorly fails. A perfect mold run without maintenance fails. The chain is only as strong as its weakest point.
So the lesson is simple. You pay attention to every stage. From the first sketch on a screen to the last part ejected on a Tuesday afternoon. That is how you get high quality. That is how you get a mold that lasts.

Choose NOBLE for Best Injection Mold Manufacturing
We are a precision CNC machining factory. Injection molds and precision components are our core work. Years on the shop floor have taught us one thing. Mold quality is not luck. It is the sum of careful work across every stage we just walked through. Design. Material selection. Machining precision. Assembly. Maintenance. No shortcuts.
Here is what we run. CNC milling, EDM, wire cutting, surface grinding, and precision polishing. We handle the full range of mold steels. P20 and 718 for standard work. S136 and NAK80 for high-gloss and high-volume. Corrosion-resistant stainless steel for the nasty plastics like PVC. Heat treatment and surface finishing are in-house. We control the whole process.
Two certifications matter to us. ISO 9001:2015 for general quality management. And ISO 13485:2016 for medical devices. These are not wall decorations. They mean consistent quality, full traceability on materials and processes, active risk management, and a system that gets better over time. That applies whether we are cutting a mold for a car clip or a critical device component.
Need a prototype mold to test a design? We do that. Need high-volume production tooling that runs for millions of cycles? We build that. Need a complex multi-cavity mold with slides and lifters? That is our daily work. We have the equipment, the certified processes, and the experience. You get a reliable, high-performance tool.
FAQ
What is the typical lead time for an injection mold?
It depends. A simple prototype mold with one cavity? That might take one to two weeks. A high-precision production mold with multiple cavities, slides, and tight tolerances? That runs four to five weeks or more. We look at your part design and your volume needs. Then we give you a real timeline.
How long will an injection mold last?
Mold life is not a single number. It depends on the steel, the plastic, the cycle conditions, and how well you maintain the tool. For a standard production mold in P20 or 718, expect 500,000 to 1,000,000 shots. If you are running high volumes or abrasive materials like glass-filled nylon, step up to premium steels like S136 or NAK80. With proper maintenance, those can exceed 1,000,000 shots.
Can you help improve my part design for better moldability?
Absolutely. We offer DFM reviews. Our engineers look at your part and make specific suggestions. Adjust the draft angle here. Even out the wall thickness there. Add a radius at that sharp corner. Change the parting line location. These small changes reduce defects, shorten cycle times, and extend mold life. They often save you significant money over the life of the project.
What defects can occur if the mold is poorly designed or maintained?
You will see them on your part. Short shots where the cavity does not fill. Sink marks on thick sections. Warpage that twists the part out of shape. Flash along the parting line. Burn marks from trapped air. Weak weld lines where two flow fronts meet poorly. Surface blemishes that ruin the look. As we covered earlier, these trace back to bad design, bad cooling, bad venting, or poor maintenance habits.
What types of molds do you manufacture?
We cover the full range. Two-plate molds for simple parts. Three-plate molds for pin-point gating. Hot runner molds for reduced waste and faster cycles. Unscrewing molds for threaded parts. Family molds that run multiple part geometries in one shot. We also build prototype molds for development work and low-volume trial runs.
Do you export molds internationally?
Yes. We ship molds to customers around the world. We handle proper packaging to prevent rust during transit. Corrosion protection, sealed crates, and full shipping arrangements. Your mold arrives ready to mount and run.
How do I get a quote?
Send us your part drawing. Both 2D and 3D CAD files are best. Tell us your estimated annual volume and your preferred material. Our team reviews the requirements. We send back a competitive quote and our recommended mold design approach. Simple.