Vacuum lost-wax casting is not new. The lost-wax process goes back thousands of years. But the vacuum part is modern. Oxidation occurs, pores form, and ultimately, the components fail during use.
Vacuum technology removes air, keeping the molten material pure. The ceramic mold also does not release any gases. The resulting parts are dense and free of defects. For this reason, the aerospace, medical, and power generation industries rely on vacuum lost-wax casting to manufacture critical components.
What Is Vacuum Lost-Wax Casting?
Definition
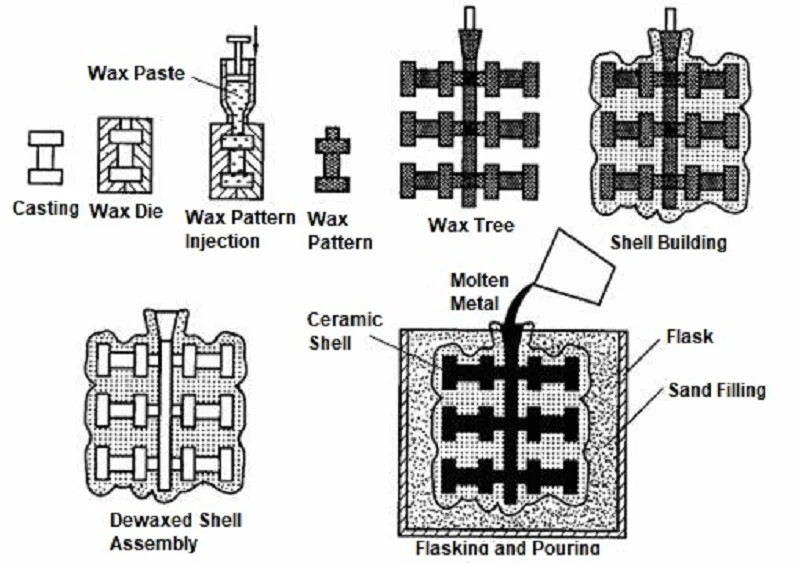
Parts start with a wax pattern. You coat it in ceramic. You melt out the wax. You have a mold. You pour metal in. That is investment casting.
Vacuum lost-wax casting is the same sequence. But the pouring happens inside a vacuum chamber. The mold is evacuated. The metal is melted under vacuum. The pour happens without air contact. That simple difference changes everything.
Why Vacuum Is Used
Four reasons drive the use of vacuum.
Reduce oxidation. Reactive metals immediately form oxides when exposed to air. Titanium, zirconium, and superalloys are particularly prone to oxidation. A vacuum environment eliminates the source of oxygen, keeping the metal clean.
Prevent gas absorption. Hydrogen and nitrogen can dissolve in molten metal and escape during solidification, forming porosity. The vacuum process removes these gases before they can cause problems.
Improve metal cleanliness. Oxides and inclusions form during open-air melting; these substances become trapped in the casting and serve as crack initiation sites. Vacuum melting eliminates these sources of contamination.
Produce dense castings. With no porosity, the castings are completely dense. Mechanical properties are enhanced, fatigue life is extended, and components can withstand the rigors of critical applications.
Enhance mechanical properties. Higher density means greater strength. Cleaner metal means better ductility. The combination of these two factors delivers performance that air-cast parts cannot match.
Vacuum lost-wax casting offers all five of these advantages. For this reason, it has become the standard process for turbine blades, medical implants, and aerospace structural components. Vacuum is not an optional feature—it is at the core of the process.
Step-by-Step Vacuum Lost-Wax Casting Process
Step 1 – Creating the Wax Pattern

Molten wax is poured into a metal mold. This mold has been precision-machined. The molten wax fills every detail, ensuring that the resulting wax pattern fits the mold perfectly. The precision achieved at this stage determines the precision of the final casting.
Multiple models are assembled onto a central sprue. This tree-like structure supports all the parts. The orientation and spacing of the parts are critical. The design of the sprue determines how the metal flows into each cavity. An improper tree design can cause fluid turbulence. Turbulence traps gas, resulting in scrap parts.
Step 2 – Building the Ceramic Shell
Immerse the wax pattern in the ceramic slurry. Next, apply plaster powder to the wet surface. Repeat the cycle of immersion and plaster application. Apply the next layer only after the previous one has dried. The standard process involves six to eight layers. Thicker shells can withstand more severe casting conditions.
Ceramic materials are chosen based on the alloy.
Silica is the primary material. It is inexpensive and suitable for a wide range of alloys.
Zircon can withstand higher temperatures and is resistant to thermal shock.
Alumina is chemically stable and does not react with most metals.
Mullite strikes a balance between strength and thermal stability.
Yttria is for titanium. It does not react with molten titanium. This is critical because titanium dissolves most other ceramic materials.
Step 3 – Dewaxing and Shell Firing
The wax must leave the shell before pouring. An autoclave does the first step. High-pressure steam melts the wax. It flows out through the sprue. The shell remains intact.
Then the shell goes into a furnace. The burnout cycle runs at 800°C to 1000°C. Residual wax burns off completely. The ceramic sinters and gains strength. The shell becomes rigid enough to withstand the pour.
The final step is mold preheating. The shell is heated to pouring temperature before it enters the vacuum chamber. Hot metal hitting a cold shell creates thermal shock. The shell cracks. The metal leaks out. Preheating prevents that.
These three steps set up the shell for vacuum lost-wax casting. The next phase—melting and pouring—happens inside the vacuum chamber. That is where the process truly differs from conventional investment casting.
Step 4 – Vacuum Melting and Pouring

The preheated shell is placed into the vacuum chamber. The chamber is sealed, and the air is evacuated. The pressure is reduced to 10⁻² to 10⁻⁴ millibars—a near-vacuum state.
Vacuum induction melting takes place within this same vacuum chamber. An induction coil surrounds the crucible, melting the metal. Since the molten metal is not exposed to oxygen or nitrogen, it remains pure.
Vacuum pouring involves tilting the vacuum chamber and the crucible so that the molten metal flows into the mold. The entire process takes place under vacuum conditions, preventing oxidation and gas absorption, and ensuring that the metal completely fills the mold.
This step is central to vacuum lost-wax casting. Vacuum plays two critical roles: it removes dissolved gases from the molten metal and prevents new gases from entering. The result is a dense, defect-free casting.
Step 5 – Cooling and Solidification
Cooling starts after the pour. The rate matters.
Rapid cooling results in fine grains—fine grains mean higher strength. However, thermal stress may cause cracking in thin-walled sections.
Slow cooling results in coarser grains—coarser grains mean better creep resistance at high temperatures. Turbine blades require this property.
Directional solidification controls grain orientation. When the mold is pulled out of the furnace, heat is removed from one end. The grains grow parallel to the direction of extraction. Creep strength is thus enhanced.
Single-crystal castings represent the ultimate in this regard. With only a single grain and no grain boundaries, grain boundary slippage does not occur at high temperatures. This process is used to manufacture turbine blades with the most demanding requirements. Vacuum lost-wax casting is the only method for producing such blades.
Step 6 – Shell Removal and Finishing
The ceramic shell is removed. The main body is broken apart by mechanical impact. A water jet removes the remaining layers. At this point, the part is exposed.
The part is cut away from the sprue; operators typically use a grinding wheel or a band saw to perform this operation. At this stage, the surface of the sprue area is rough, so the operator removes excess material through machining.
Heat treatment follows. Heating and cooling are used to impart the correct mechanical properties to the part: strength, ductility, and hardness. Specific parameters depend on the type of alloy.
Machining brings critical surfaces to their final dimensions. Tolerances that the casting cannot meet are achieved through cutting. Areas requiring smooth surfaces are ground.
Inspection is the final step. It includes dimensional checks, X-ray inspection for internal defects, penetrant testing for surface cracks, and ultrasonic testing for subsurface porosity. Only parts that pass all inspections are shipped.
These six steps fully define the entire vacuum lost-wax casting process from start to finish. Each step is indispensable, and each influences subsequent processes. Vacuum technology is by no means a minor detail; it is precisely what enables this process to be successfully applied to critical alloys.
Common Metal Alloys Used in Vacuum Lost-Wax Casting
Stainless Steel
Stainless steel is the primary material. For parts requiring corrosion resistance and moderate strength, the vacuum casting process is typically used. Pump housings, valve bodies, and marine hardware are typical examples.
Its advantage lies in consistent quality. The vacuum environment removes hydrogen. In stainless steel cast at atmospheric pressure, hydrogen can cause pinholes and porosity. Parts produced by vacuum casting are of reliable quality.
The disadvantages? Stainless steel does not have as stringent requirements for vacuum processes as titanium does. For parts with simple geometries, vacuum casting may not be cost-effective.
Tool Steel
Tool steels go into cutting tools, dies, and wear components. Its high carbon and alloy content impart hardness. Heat treatment is used to achieve its final properties. The vacuum casting process produces a pure microstructure that is free of oxides and inclusions and exhibits consistent heat treatment response.
Wear resistance is its primary property. The pure microstructure ensures uniform carbide distribution, thereby extending the service life of components. The requirement for vacuum casting stems from this alloy’s sensitivity to oxygen.
Nickel-Based Superalloys

Inconel 718, Waspaloy, and René alloys. These are high-temperature materials that maintain their strength at temperatures ranging from 700°C to 1000°C. They are used in turbine blades, combustion chambers, and exhaust nozzles.
Their performance is exceptional: creep resistance, oxidation resistance, and fatigue strength. What are the limitations? They are expensive, difficult to machine, and require vacuum casting.
Vacuum lost-wax casting is the standard casting method for these alloys. Conventional casting would damage these alloys, so vacuum processes are essential.
Cobalt-Based Alloys
Cobalt alloys offer wear resistance and high-temperature strength. Stellite is the most common. Valve seats, bushings, and surgical instruments.
The properties come from carbide formation. Chromium carbides give hardness. The alloys resist galling and corrosion. Industrial applications include pump impellers, extrusion dies, and turbine vanes.
Titanium Alloys
Titanium is the high-performance option. Ti-6Al-4V is the standard. The strength-to-weight ratio is excellent. Biocompatibility makes it ideal for implants.
The requirement for vacuum lost-wax casting is absolute. Titanium absorbs oxygen and nitrogen in air. The resulting embrittlement destroys ductility. The vacuum protects the melt. The part maintains its properties.
Aluminum Alloys
Aluminum is less common in vacuum casting. The oxide film is protective. But hydrogen porosity is a problem. A356 and AlSi10Mg benefit from vacuum degassing.
The applications are weight-critical. Aerospace brackets and automotive suspension components. The vacuum improves properties. But the cost is often hard to justify. Air casting is usually sufficient for aluminum.
Why Choose NOBLE for Vacuum Lost-Wax Casting and Precision Manufacturing?

NOBLE specializes in precision metal and plastic manufacturing. The work goes to customers across multiple industries—medical, aerospace, automotive, industrial. High-quality custom components are the standard deliverable.
End-to-End Manufacturing Services
The process starts before production. Product design support catches issues early. Design for Manufacturing (DFM) reviews optimize the part for the process. Material selection guidance ensures the right alloy for the application.
Rapid prototyping validates the design before tooling. Then production begins. Vacuum lost-wax casting creates complex, defect-free metal parts. CNC machining brings critical surfaces to final tolerances. Plastic injection molding handles high-volume polymer components. Surface finishing adds corrosion resistance and aesthetics.
Quality inspection happens throughout. Assembly builds sub-systems. Packaging and logistics ship the finished product.
One supplier handles all of this. From concept to finished part. No handoffs. No gaps. One point of contact.
Quality You Can Trust
The quality system is certified and documented.
ISO 9001:2015 covers general quality management. Consistent processes. Documented inspection. Traceable records.
ISO 13485:2016 adds the rigor required for medical device manufacturing. Stricter traceability. Tighter process validation. No deviations.
Partner with NOBLE
The engineering team is available to assist. Material selection. Manufacturability optimization. Prototyping. Full-scale production. Contact NOBLE with specific requirements. The team will provide the right solution for the application.
FAQ
What is vacuum lost-wax casting?
A process where molten metal is poured into a ceramic shell under vacuum. The wax pattern melts out first. The vacuum eliminates oxidation and gas porosity.
Why is vacuum used in investment casting?
To prevent oxidation and gas absorption in reactive and superalloy metals. The vacuum also removes dissolved gases from the melt before solidification.
What materials can be cast using vacuum lost-wax casting?
Stainless steels, tool steels, nickel-based superalloys, cobalt-based alloys, titanium alloys, and some aluminum grades. The process is critical for materials that react with air.
What is the best ceramic shell material?
It depends on the alloy. Silica and zircon work for most steels. Yttria is used for titanium because it does not react with the molten metal.
Can titanium be vacuum investment cast?
Yes. Titanium must be cast under vacuum or inert gas. Any oxygen pickup embrittles the material and destroys ductility.
What is the difference between investment casting and vacuum investment casting?
Investment casting is the general process. Vacuum lost-wax casting is a specific version where melting and pouring happen under vacuum for reactive and high-performance alloys.
Is vacuum lost-wax casting expensive?
Yes. The equipment, tooling, and process control are costly. For high-value, critical parts, the cost is justified by the defect-free results.
What industries use vacuum investment casting?
Aerospace, medical devices, power generation, automotive, and defense. Any industry where part failure is not acceptable.