Introduction
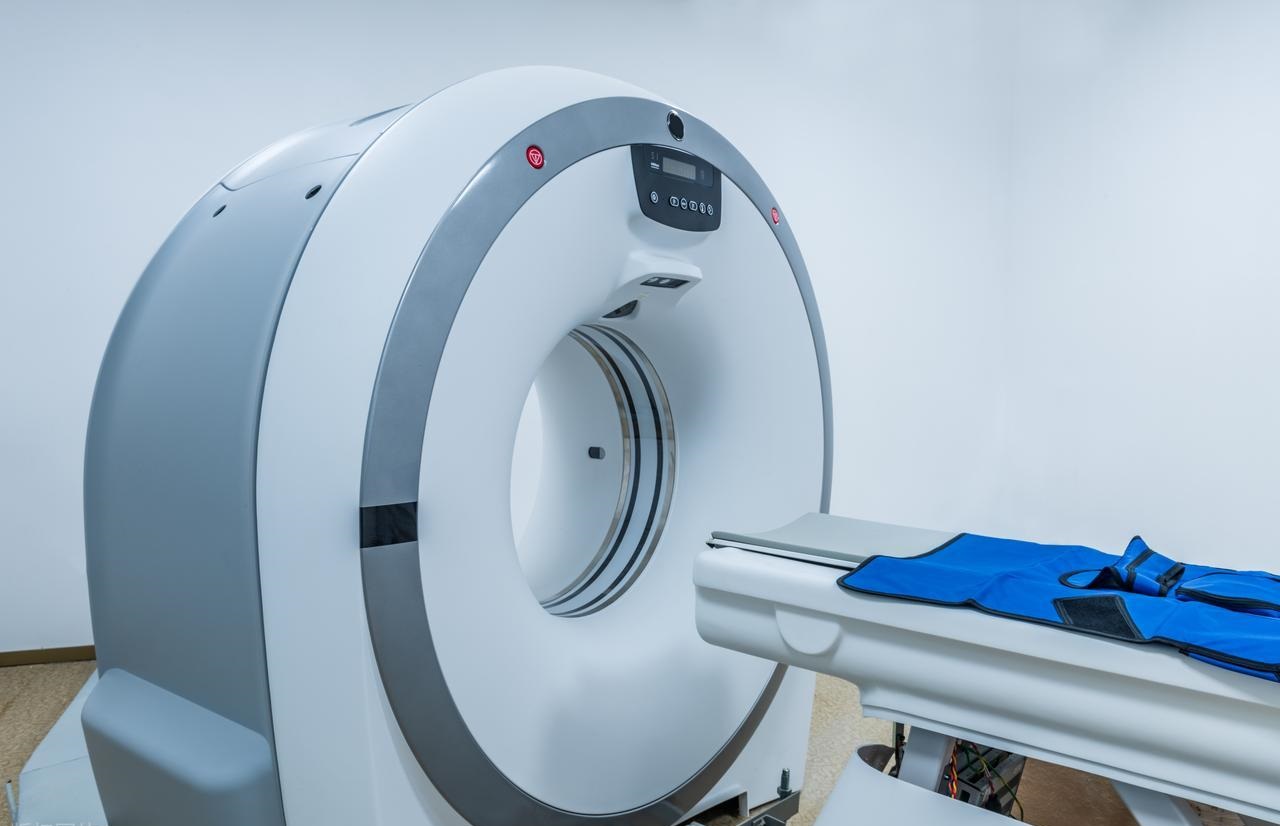
Walk into any radiation oncology department. You’ll see a massive machine rotating around a patient. A linear accelerator, or a proton system. Maybe a CT simulator for planning. These are not simple devices.
Inside each one, there are thousands of parts. Every single piece must function perfectly. A failure anywhere means the patient doesn’t get treated. It’s that serious.
This article looks at specific high-stakes parts inside these machines. We will break down how they are actually made. What metals or plastics go into them? The real manufacturing challenges that come up on the factory floor.
Why does this matter to you? If you are a medical device OEM, you need to know these details. They are the difference between choosing a capable manufacturing partner and getting stuck with a supplier who can’t deliver. Knowing what goes into a part helps you pick who builds it.
Spotlight on Metal Parts: Precision Under Pressure
Some parts inside these machines have to handle the beam directly. They shape it, or they stop it. There’s no room for error.
Multileaf Collimator (MLC) Leaves and Housings
The material choice matters. You can’t use just any metal.
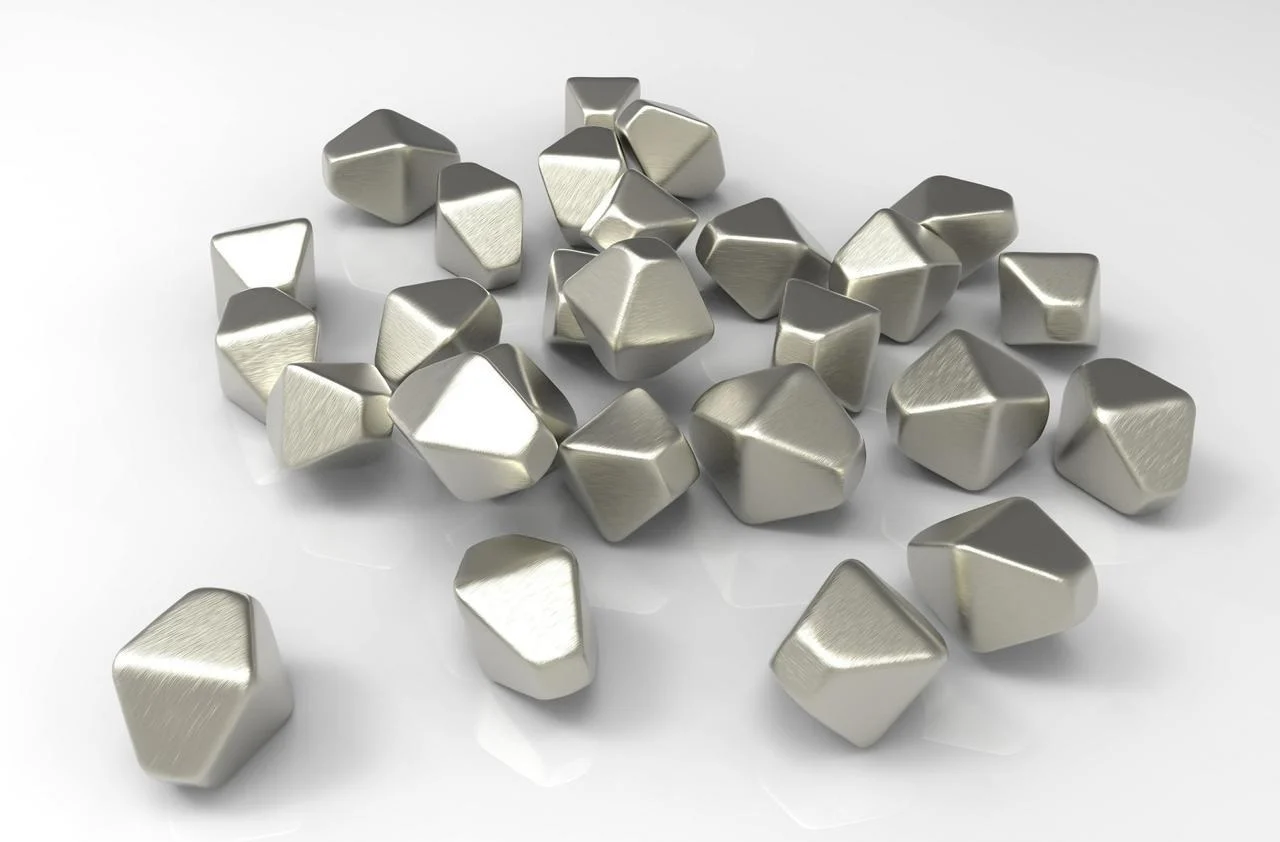
- Tungsten Heavy Alloy is the standard for the leaves themselves. It’s incredibly dense. This lets a thin piece of metal stop high-energy radiation cold.
- Tool Steel or Titanium goes into the frame and guide rails. These parts need strength. They also need to survive constant movement without wearing down.
How do you actually machine these things?
It’s not simple.
- Tungsten is brutally hard. It destroys standard cutting tools. You often end up using wire EDM to cut the precise profiles. High-speed milling and fine-blanking come into play for the final geometry.
- The numbers are tight. Leaf positioning is measured in microns. If one leaf is off by a hair, the beam misses its target. So you need precision-ground surfaces. The whole assembly has to fit together exactly.
The real headaches
First, machining tungsten without causing tiny cracks. The material is brittle. Push it wrong, and it fractures. Second, you have dozens of leaves sitting side-by-side. They all have to stay perfectly flat. If one leaf warps or has a high spot, it won’t move right. The whole collimator fails.

Linear Accelerator (Linac) Copper Cavities
Think of these as the engine. The part that does the real work. Electrons get fired into these cavities and come out the other side moving at incredible speeds. Without them, you have no beam.
What it’s made of
You use one specific material here. Oxygen-Free Electronic (OFE) Copper. The purity is non-negotiable. Any tiny impurity in the metal disrupts the electromagnetic field. The field is what accelerates the electrons. Dirty copper means a weak or unstable beam. That’s not acceptable.
How you build it
You start with a solid chunk of copper. Either a billet or a forged pre-form. Then you machine away everything that isn’t the cavity.
Precision CNC turning and milling carve out the internal shape. It’s a lot of material removal.
The inside surfaces need to be incredibly smooth. We’re talking mirror-like finishes. Very low Ra numbers. This minimizes electrical resistance. Less resistance means less power lost as heat. Sometimes you need diamond turning to get that finish. Sometimes it’s specialized polishing by hand.
Where it gets hard
The first problem is dimensional accuracy. The cavity dimensions are measured in microns. And these are deep, internal features. Reaching inside to measure or cut accurately is difficult.
Second, copper work hardens. If your tools are dull or your speeds are wrong, you work the surface. That changes the material properties exactly where you need them to be perfect.
Finally, you have to protect the material purity throughout the whole process. Contamination from coolants or tooling can ruin a part just as badly as an impurity in the original billet. Every step matters.

Proton Therapy Brass Apertures and Acrylic Compensators
Proton therapy is different from regular X-ray radiation. The beam needs to be shaped exactly for one specific patient. For one specific tumor. So you make custom hardware for every single treatment.
What they are
Two parts work together. First, the aperture. It’s a thick slab of metal with a hole cut through it. The hole matches the tumor’s outline. The beam passes through the hole. The metal blocks the rest. Second, the compensator. It sits in the beam path and changes the depth of the radiation. It sculpts the dose.
The materials are simple but specific
- For the aperture, you use brass. C360 or something similar. It machines easily. And it’s dense enough to stop the protons where you don’t want them.
- For the compensator, you need medical-grade acrylic. PMMA. It has to be optically clear. No cloudiness. More importantly, it must be free of internal stress. Stressed acrylic cracks during machining.
How they get made
This is not a stock item. You start with a solid blank of brass or acrylic. Then you machine it based on a patient’s CT scan and treatment plan.
- High-speed CNC milling cuts the custom shape. For complex tumor shapes, you often need 5-axis machining to get all the angles right.
- The code for the machine comes straight from the treatment planning software. The oncologist draws the target. That data becomes toolpaths. No manual programming. It’s a direct digital thread from the plan to the part sitting on the machine.
The pressure is real
First, the timeline. Patients are scheduled. You cannot delay a cancer treatment because the part isn’t ready. Turnaround is often 24 to 48 hours. That’s it.
Second, the brass apertures can have very thin walls. Machining thin features in soft brass without bending or distorting them takes skill. One wrong cut and the part warps.
Third, the acrylic needs to stay clear. Machining leaves marks. You have to dial in speeds and feeds to get an optically clear surface. Any haze or tool mark affects the beam. And if the acrylic cracks during machining, you throw it away and start over. The clock is still ticking.
Spotlight on Plastic Parts: Precision Where X-Rays Meet the Patient
Now look at the parts that sit right in the X-ray beam. They can’t block it or distort it. They have to be essentially invisible. Other plastic parts touch the patient and must be sterile. This changes everything about how you make them.
PEEK CT Scanner Guiding Parts
Inside a CT scanner, you have X-ray sources and detectors. They spin around the patient. These components need frames and guides to hold them in place. The problem is, these frames sit directly in the path of the X-rays.
The material choice is critical
You can’t use metal here. Metal would show up on the image. It would create artifacts. You’d see the part instead of the patient. So you use PEEK. Polyetheretherketone.
It has two things going for it. First, it’s incredibly strong and stable. It won’t change shape under load. Second, it’s radiolucent. X-rays pass right through it. It’s almost invisible on the final image.
How do you make it
You don’t machine this whole thing from a solid block. That would take forever and waste a lot of expensive material.
First, you use injection molding to create the near-net shape. This forms the complex geometry efficiently. You get the basic structure out of the mold.
Then you go to secondary CNC machining. The critical spots—the mounting points, the surfaces where detectors align—get machined to their final precision. The mold can’t hold those tolerances by itself.
The challenges are specific to plastic
First, warpage. PEEK is a semi-crystalline polymer. It shrinks as it cools. If the mold design or process parameters are off, the part comes out twisted. A warped part won’t hold the detectors in the right alignment.
Second, material consistency. Radiolucency depends on the material being pure and uniform. Any contamination or inconsistency in the plastic can create a spot that shows up on the scan.
Third, machining tolerance. You are trying to hit tight numbers on a material that wants to move and deform. Getting a precise, flat surface on PEEK requires sharp tools and careful strategies. It’s not like cutting metal.

Single-Use Brachytherapy Applicators
These devices go inside the patient. Directly into the body. They deliver radiation right to the tumor site. Then they come out and get thrown away. Single-use only. Sterility is not optional.
What they’re made of
Standard medical plastics here. Polycarbonate. ABS. Materials with a long track record. They have to survive sterilization. Gamma radiation or EtO gas. And they have to be biocompatible. No reactions with tissue.
How do you make them at scale?
This is not a custom job. You need thousands of these. Maybe tens of thousands.
Injection molding is the only way. Multi-cavity molds. Every cycle produces multiple parts. Every part is identical to the last. The features are complex. There are small lumens inside where the radioactive source travels. All formed in the mold.
Assembly adds function. Sometimes you over-mold one material over another. Sometimes you ultrasonically weld two halves together. Some designs embed an RFID chip right into the plastic during molding. That chip tracks the device through the hospital. Ensures it gets used once and discarded.
The manufacturing traps
First, cleanliness. The mold cannot produce any flash. No stray plastic. No voids inside the material. Any defect is a place for bacteria to hide. You can’t sterilize that away.
Second, thin walls. These devices have to be small for patient comfort. The plastic gets thin in places. Holding tolerance on thin, flowing plastic during molding is hard. Too thin and it breaks. Too thick and the device won’t fit.
Third, mating surfaces. If the device has two parts that snap together, they have to seal perfectly. No gaps. No leaks. Any leak is a pathway for fluids. Fluids mean contamination. Contamination means infection. The assembly has to be airtight. Every single time.
Patient Immobilization Devices
Radiation treatment often happens over many sessions. Week after week. The patient has to be in the same position every time. A few millimeters off and you miss the tumor. You hit healthy tissue instead. So you lock them in place with a custom mold.
What it’s made of
Nothing fancy here. Just polystyrene or polyurethane foam. It’s light. It’s easy to shape. And it’s transparent to radiation. The beam passes right through it like it’s not even there.
How do you make it now?
Old way: You pushed foam around the patient by hand. It worked, but it wasn’t perfectly repeatable.
New way: You take the patient’s CT or MRI data. You load it into software. The computer builds a 3D model of the patient’s contour. Then you put a solid block of foam in a CNC machine. You hit start. The machine carves out the exact shape of that specific patient. Head, shoulders, arms. Whatever needs to be held still.
The result is a mold that fits perfectly. More importantly, if you need a second one months later, you run the same file. It’s identical. Repeatability solved.
Where it gets tricky
The first problem is the material itself. Foam is soft. It tears easily. You’re machining something that wants to rip instead of cut. Tool geometry and speeds have to be dialed in just right. Otherwise, you get a fuzzy, torn surface instead of a smooth contour.
The second problem is the translation. Medical imaging data doesn’t automatically become machine code. You have to convert the scan into a solid model. Then generate toolpaths that actually work. If the data gets corrupted or misaligned at any step, the mold is wrong. And the patient’s position is wrong. That’s not acceptable.

Cross-Part Manufacturing Considerations
You have now seen a wide range of parts. Tungsten leaves. Copper cavities. Brass apertures. PEEK guides. Foam molds. They look different. They function differently. But the rules for making them well are the same.
Quality Systems Matter Across the Board
Every single part discussed here has one thing in common. It must be made under a certified quality management system. ISO 13485 is the standard for medical devices. This isn’t optional paperwork.
The system forces you to have documented procedures. Trained operators. Controlled processes. Whether you’re machining a dense tungsten block or molding a thin plastic applicator, the quality system applies. It ensures consistency. It ensures that if something goes wrong, you can find out why and fix it.
Traceability is Non-Negotiable
You need to know where every material came from. That copper billet for the Linac cavity? It has a lot of numbers. What resin is used to mold the applicator? It has a batch number. Those numbers get recorded and linked to the finished part.
If a material defect shows up later, you need to trace it back. Which parts were used from that lot? Where did they ship? This traceability chain protects patients. It also protects you. Without it, a small issue becomes a massive recall where you can’t identify what’s affected.
Inspection and Validation
Making the part is only half the work. You have to prove it’s right.
- CMMs measure the critical dimensions. Tungsten leaf position. Cavity diameter. Mounting hole locations.
- Optical comparators check profiles and contours. Brass aperture openings. Complex curved surfaces.
- Surface roughness testers validate the finish. Mirror-like copper cavities. Smooth acrylic compensators. The numbers don’t lie.
For new parts, you perform a First Article Inspection. This is a complete verification that the manufacturing process can produce a part meeting all requirements. Every dimension. Every material spec. Every note on the drawing gets checked and documented. Medical often adapts standards like AS9102 from aerospace. The principle is the same: prove it before you run production.
This inspection data becomes part of the device history record. It’s your evidence. Your proof that the part was made right. Regulators expect it. Patients depend on it.

Why Partner with NOBLE
You have read about all these different parts. Tungsten. Copper. PEEK. Brass. Each one is hard in its own way. Making them requires more than just machines. It requires experience. It requires certification. Here is why medical device OEMs bring their toughest components to us.
Certified Quality Systems
We hold the certifications that matter. ISO 13485:2016 for medical devices. ISO 9001:2015 for quality management. These aren’t wall plaques. They are active systems.
Every part we ship is produced under a quality system that gets audited regularly. This gives you:
Full Traceability. We know the lot number of the raw material. We know the inspection data from every critical dimension. It’s all recorded.
Documentation Control. You get Device History Records with every shipment. Certificates of Conformance. The paperwork regulators expect.
Risk Management. We follow medical device standards throughout production. Not just at the end.
End-to-End Engineering Support
We don’t just take orders and push cycle start. Our engineers get involved early. We work with your designers while the part is still being developed. We optimize for manufacturability.
This collaboration pays off:
Reduced Costs. We find ways to use less material. We cut cycle times. The savings add up.
Improved Performance. We analyze tolerances. We suggest better material choices. The part works better.
Faster Time-to-Market. Prototypes move faster. Validation runs go more smoothly. You get to market sooner.
Advanced Manufacturing Capabilities
Our shop floor can handle everything we discussed.
Multi-Axis CNC Machining. For complex metal parts. Brass apertures. Copper cavities. Tungsten leaves.
Precision Injection Molding. For high-volume plastic components. Dimensional repeatability. Part after part.
Hybrid Manufacturing. We combine molding and machining. Like those PEEK CT guides. Mold the complex shape. Machine the critical surfaces.
Cleanroom Assembly. For parts that need a controlled environment. No contamination. No questions.
You need a partner who understands tungsten and PEEK equally. Who works under certified quality systems. Who catches problems during design, not after production starts? That’s what we offer.
FAQ
What are the most common materials used in radiotherapy equipment components?
Tungsten heavy alloy shows up a lot. You need it for blocking radiation in MLC leaves. Copper, specifically oxygen-free electronic grade, goes into Linac cavities for its conductivity. Brass is standard for proton apertures because it machines well and stops protons. PEEK is everywhere in imaging paths. It’s strong and invisible to X-rays. Then you have your medical plastics like polycarbonate and ABS for single-use devices. Stainless steel and titanium for structural parts and guide rails. The material choice always comes back to one question: what does this part need to do in the beam path?
What is the difference between ISO 13485 and ISO 9001, and why does it matter for my components?
ISO 9001 is the baseline. It says you have a quality management system. You control your processes. You track things. ISO 13485 builds on that. It adds requirements specific to medical devices. Risk management throughout production. Full traceability from raw material to finished part. Stringent documentation requirements. Regulatory focus. For your components, the difference is simple. A 9001 shop can make a good part. A 13485 shop can prove they made it right, every time, with records that regulators accept. If your part goes into a medical device, 13485 matters.
Does NOBLE offer both prototyping and high-volume production?
Yes. We handle both ends. For prototyping, we can machine parts directly from your models. No tooling commitment. Fast turnaround. For high-volume, we move to injection molding or production machining. The key is that we stay with you. The same engineering team that helped with the prototype scales it to volume. No handoffs to a new supplier who doesn’t know the part history.
How do you ensure cleanliness for components that go inside sensitive equipment?
It depends on the part and its final use. For standard components, we use controlled shop practices and final cleaning before packaging. For parts requiring higher cleanliness, we have cleanroom assembly areas. Some parts get ultrasonic cleaning. Others require specific packaging to maintain cleanliness through shipping. We discuss requirements upfront. Then we build the process around what the part actually needs.
What documentation do you provide with each shipment?
You get a Certificate of Conformance stating the parts meet all requirements. Device History Records, if needed. Material certifications traceable to the original lots. First Article Inspection reports for new parts. Dimensional inspection data for critical features. The exact package depends on your contract and the part’s classification. We provide what you need for your own quality files and regulatory submissions.
How long does it take to get a quote for a custom radiotherapy component?
Simple machined parts can be quoted in 2-3 business days. Complex assemblies or molded parts take longer, usually 5-7 business days. The timeline depends on how complete your model and drawing package is. Clear specifications speed things up. If you need a quick estimate while still designing, we can do a preliminary review based on early concepts to give you ballpark numbers for budgeting.