The dental industry’s a different ball game these days. If you walk into any modern lab, you won’t see the old-fashioned tools like wax spatulas and casting torches that you used to. You’ll see screens showing CAD files. Digital scans go straight to production. This change creates a real opportunity, but it also causes a problem.
Here’s the issue for dental companies. You need parts that live in the mouth. That environment is brutal. It’s always moist. Heavy chewing forces. Hot coffee, then cold water. Everything expands and contracts. And then you’ve got the FDA and ISO breathing down your neck, too. It’s really hard to find a supplier who understands both the technical side of things and the regulatory stuff.

So, how do you solve it? You use modern CNC machining for the metal framework and complex geometries. You use special medical-grade plastics for the parts that come into contact with tissue. If you get both of these right, you’ll have accuracy, safety, and a faster path to market.
Just to be clear about what this article covers. We’re going to take a look at the materials that actually work when it comes to dentistry. We’ll chat about which manufacturing processes are best and why. Most importantly, we’ll explain why working with the right shop—one that’s been through FDA audits and knows the material science—is what makes the difference between a successful device and a failed submission.

The Digital Revolution in Dentistry: Why Precision Manufacturing Matters
Let’s talk about how dentistry actually works today. Remember those goopy impression trays that made patients gag? Those are disappearing. Walk into a modern clinic, and the dentist now runs a small wand over your teeth. That’s an intraoral scanner. Seconds later, a perfect 3D model appears on screen.
This shift changes everything on the production side.
Here’s the thing nobody tells you. A perfect digital file means absolutely nothing if you can’t cut the physical part with the same accuracy. You can design the most beautiful crown or implant bar on screen, but if the machine making it can’t hold tight tolerances, it’s worthless. That’s where precision manufacturing comes in. CAD/CAM isn’t just about the design software. It’s about the milling machine cutting titanium or zirconia at the other end.
The industry has a name for this. It’s called digital dentistry manufacturing. And the companies that get it right are the ones treating their CNC machines and plastic molding processes as seriously as their design software. The digital revolution happened. Now the question is whether your manufacturing can keep up.
Critical Dental Devices Produced via CNC Machining
Let’s get into the actual parts your CNC machines are cutting. If you’re in dental manufacturing, this is where the work happens.
Dental Implant Components:
Titanium Abutments
These are the pieces that connect the implant in the bone to the crown on top. Titanium is the standard here for one simple reason: the body doesn’t fight it. It integrates well and lasts. But here’s the hard part. These aren’t big chunks of metal. We’re talking micro-precision. The fit between the implant and the abutment has to be almost nonexistent. Bacteria love gaps. Also, the surface finish matters more than you’d think. Too rough and tissue won’t attach properly. Too smooth and nothing grips.
Implant Bars & Screw-Retained Frames
These are for full-arch cases where someone needs all their teeth replaced on one bar. You’re machining these from titanium or cobalt-chrome. The bar has to be rigid enough to support an entire arch of teeth but still pass through the patient’s anatomy. It’s a structural part living inside the bone and tissue. No pressure.
Fixed Prosthetics (Pre-Sintered Milling):
Now look at zirconia. This material is everywhere now for crowns and bridges. But you don’t machine it when it’s hard. You cut it in a chalk-like “green” state, then sinter it in a furnace to full density. The material shrinks predictably during sintering. The challenge is the toolpath strategy. Zirconia is brittle in that green state. If your toolpath is wrong, if you take too aggressive a cut, you get edge chipping on the margin. That crown is trash before it ever sees a furnace. You learn to program for this material specifically.
Surgical Guides & Models:
Finally, surgical guides. These are usually machined from PEEK or PMMA. The concept is simple. The surgeon places this guide on the patient’s bone or gum. It has metal sleeves embedded. The drill goes through the sleeves. The guide forces the drill to go exactly where the digital plan said it should. If this guide is off by half a millimeter, the implant misses the nerve or blows out the buccal plate. There is no room for interpretation here. The machining has to be absolute.
So those are the main categories. Titanium for anything going into bone. Zirconia for the visible teeth. Clear polymers for guiding the surgery. Each one demands a different approach to the machine.

Essential Dental Components Made from Medical-Grade Plastics
Plastics in dental work aren’t just cheap substitutes. They’re engineered materials with specific jobs. Let’s walk through the ones that matter.
Temporary and Long-Term Polymers:
PMMA (Polymethyl methacrylate)
PMMA is everywhere in this industry. You see it in temporary crowns that sit on a patient while the lab makes the final one. It’s in denture bases. It’s even in diagnostic wax-ups where the doctor wants to show a patient what their smile will look like. The material machines beautifully. It cuts clean, holds detail, and polishes to a nice finish. Aesthetically, you can tint it to match gum tissue or adjacent teeth. It’s not for permanent heavy loading, but for temporaries and diagnostics, it’s the workhorse.
PEEK (Polyetheretherketone)
PEEK is different. This stuff is high-performance. It’s a polymer that’s started taking over certain implant applications. Here’s why it matters. PEEK is flexible, which actually helps absorb chewing forces differently than rigid metal. More importantly, it’s radiolucent. You put this in a patient and take an X-ray, and you see right through it. You can check bone levels and check for pathology without the material blocking the view. That’s huge for monitoring patients long-term. You’re seeing PEEK abutments and frameworks more and more.
Removable Appliances:
Orthodontic retainers and occlusal splints are pure production work. These are the clear night guards for grinders, the retainers after braces come off. The material has to be tough enough to survive a patient clenching on it all night. It has to be clear enough that patients will actually wear it. Machining or molding these requires consistent material with no internal stress, or they warp.
Ancillary Components:
Custom impression trays are a quiet but critical part. You take a stock tray, fill it with material, and it might flex. That introduces an error. A custom tray machined from a rigid, dimensionally stable plastic fits that specific patient’s arch perfectly. No flex. No distortion. The impression of going to the lab is as accurate as it gets.
So the range is wide. Temporary polymers for provisional work. High-end PEEK for advanced implant cases. Clear materials for night guards. Rigid trays for accuracy. Each one solves a different clinical problem.

How to Select the Right Material for Dental Devices
Material selection in dental work isn’t academic. You pick wrong, and the part fails in the mouth. Here’s how engineers actually make these calls.
Biocompatibility & Certifications
Start with the body’s reaction. You can’t put just anything in a patient and hope for the best. Nickel is a problem. A lot of people have allergies. You learn this the hard way when tissue gets angry and inflamed around a restoration. That’s why you see Titanium Grade 5 or 23 specified constantly. Grade 23 is the cleaner version, with less oxygen, better for implants. The certifications matter because regulators ask for them. You need the paperwork showing the material is non-toxic, hypoallergenic, and tested.
Mechanical Strength vs. Aesthetics:
This is where clinical judgment meets material science. You have to look at where the part lives.
Posterior teeth take the beating. Molars grind food with tremendous force. For these areas, zirconia is your friend. It’s strong, really strong. It doesn’t chip or crack under load. But it’s also opaque. It looks a bit dead, frankly.
Anterior teeth are for smiling. Patients want them to look real. Translucency matters here. Lithium disilicate lets light pass through like natural enamel. Multilayer PMMA blocks with graduated shades can mimic tooth structure beautifully. The tradeoff is that these materials aren’t as tough as zirconia. You put them where the force is lower and the visibility is higher.
Chemical Resistance
The mouth is a chemical battleground. Saliva is constantly present. Acids from food wash over everything. Some plastics absorb water and degrade. Some metals corrode.
Stainless steel works for instruments, but you have to be careful with grades. Titanium laughs at corrosion. That oxide layer forms instantly and protects everything underneath. For long-term implants, you don’t gamble. You use the material that doesn’t react.
Manufacturability
Now we get to the machine shop reality. Cutting zirconia is brutal on tooling. It’s abrasive. You burn through end mills. You program toolpaths specifically to avoid chipping that chalky green-state material. Run it too aggressively, and you get edge fractures. The part never makes it to sintering.
For plastics like PMMA, the challenge is optical clarity. You need sharp tooling and the right feeds and speeds. Dull tools create friction, friction creates heat, heat melts the plastic, and leaves a frosted surface instead of clear. Then the part looks like crap, and the dentist rejects it.
So the choice isn’t just about material properties on paper. It’s about how the stuff actually cuts, how it survives the mouth, and whether the patient’s body accepts it. You balance all four.

Why Outsource Your Dental Device Manufacturing?
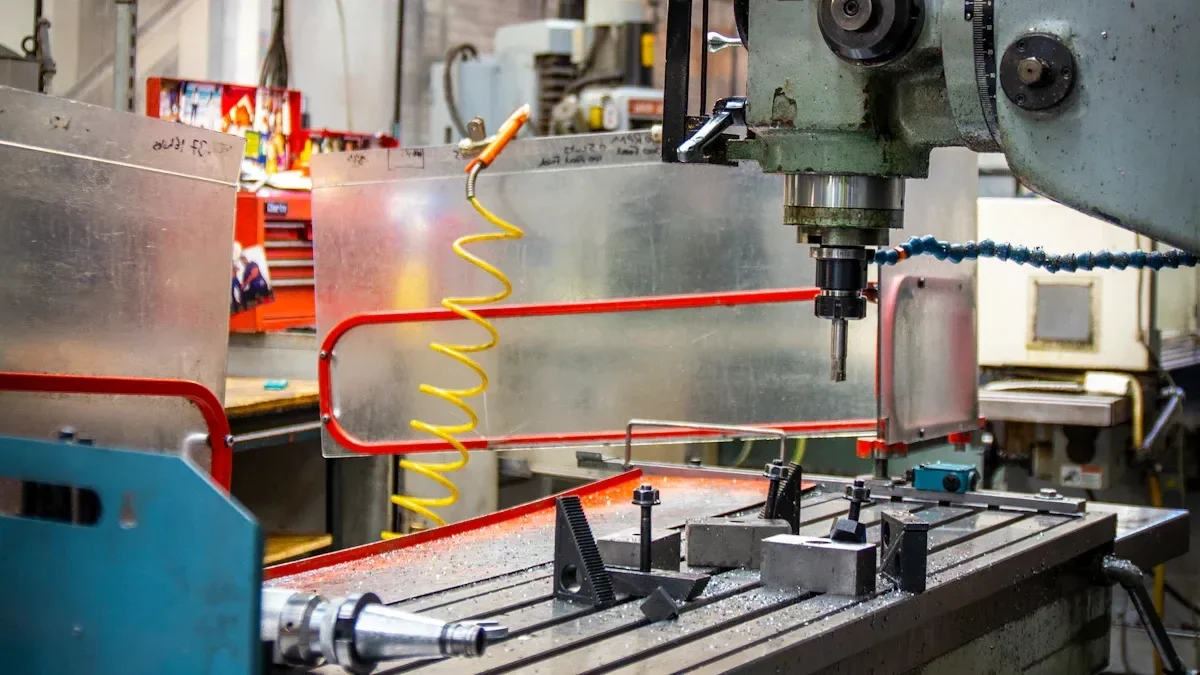
Access to Advanced Machinery
Look at what it actually costs to run a modern dental shop. A decent multi-axis CNC lathe or mill runs hundreds of thousands. That’s just the machine. You need the space. You need the power. You need the guy who knows how to program it. And dental tolerances aren’t forgiving. You’re not cutting 2x4s here. You’re holding microns on implant interfaces.
Outsourcing changes the math. You get access to that Swiss-type lathe and the five-axis machining center without writing the check. You don’t pay for the floor space or the maintenance contract. You just pay for the parts. For a lot of companies, that’s the difference between profitable and bleeding cash.
Regulatory Navigation
Here’s the part nobody enjoys. The FDA and ISO audits. The documentation. The traceability requirements.
If you’ve never been through an FDA inspection, it’s intense. They want to see your records. They want to know where every batch of titanium came from. They want your process validation data.
A good manufacturing partner has already done this. They live under ISO 13485 every day. Their systems are set up for FDA QSR compliance. When you partner with them, you inherit that infrastructure. Your compliance burden drops significantly. You’re not figuring it out alone. You’re working with people who already know what the auditor wants to see.
Scalability
This is the practical advantage. Dental work is weird because the volume swings wildly.
One day, you need a single crown. A custom shade match, specific anatomy, one-off patient case. The next day, you need a thousand implant abutment kits for a dental system launch.
Try doing both efficiently with in-house equipment. It’s hard. You either have machines sized for production that sit idle during prototype work, or you have prototype capability that can’t handle the volume.
Outsourcing solves this. Your partner absorbs the swings. They run the single crown on the same machines that do the high-volume kits. You just order what you need when you need it. The capacity problem becomes their problem, not yours.
That’s the practical reality. Access without the capital cost. Compliance without the headache. Volume flexibility without the idle machines.

Quality Assurance in Medical Device Manufacturing
Let’s talk about how you actually guarantee a part is right before it goes in someone’s mouth. This isn’t about checking boxes. It’s about surgical reality.
In-Process Inspection
Here’s something people miss. The old way was to cut a part, stop the machine, measure it with calipers, hope it’s good, and run the next one. That doesn’t work at dental tolerances.
Modern CNC machines have probes. The tool touches a reference, and the machine knows exactly where it is. It measures critical features while the part is still held in place. If the tool wears down by a few microns, the machine compensates automatically. It adjusts the next pass.
Dental implants demand this. We’re talking about 10-micron tolerances on the interface where the abutment meets the implant. That’s less than the width of a red blood cell. You cannot hold that without automated in-process measurement. The machine has to check itself constantly.
Cleanliness
Now consider what’s on the surface when machining stops.
Standard machining uses oil. Flood coolant, cutting fluids, and lubricants. That oil gets everywhere. On the part. In the threads. In blind holes.
You cannot ship that to a surgeon.
For dental devices, you need oil-free machining. Dry cutting where possible. Specific coolants that wash away clean. For plastic components that go into sterile packaging, you’re looking at cleanroom assembly. People in gowns. Filtered air. Counts of particles per cubic foot.
The reason is simple. If there’s residue on the part when it gets sterilized, that residue bakes on. Then it goes into tissue. That’s an inflammatory response waiting to happen.
Traceability
Finally, you need to know where everything came from.
A batch of titanium arrives with a mill certificate. That certificate says the chemistry is right, the mechanical properties are there. That material gets cut into blanks. Those blanks become implants. Those implants get packaged and sterilized.
If something goes wrong two years later, you need to trace back. Which batch of raw material made that implant? What was the heat treat number? What were the machining parameters?
The systems for this aren’t optional anymore. Regulators expect a lot of traceability from raw stock to finished sterile device. Every step documented. Every transfer signed off.
It’s not exciting work. But when a surgeon calls asking about a patient’s reaction, you’d better have the answers. That’s what these systems provide.

Conclusion
Digital dentistry changed how things are designed. Files move instantly. Scans capture details you couldn’t see with impressions. The software keeps getting smarter.
But here’s the thing. A beautiful design file doesn’t help anyone sitting on a server. It has to become a physical part that fits a real patient. That’s where precision manufacturing comes in. The machine tools. The materials knowledge. The quality systems. All of it has to work together.
The industry is moving forward because these two worlds are converging. The digital and the physical. The design and the machining.
What separates successful devices from failed ones often comes down to one factor. The manufacturing partner. The right shop doesn’t just cut parts to print. They understand what the design needs to survive clinically. They know how to hold the tolerances that matter. They have the systems in place to prove every part is right.
Ready to Manufacture Your Next Dental Device With NOBLE?
Our Core Capabilities: Metal & Plastic Excellence
Two sides to what we do. Metal and plastic. Both are handled in-house with the right equipment for each.
Metal Manufacturing
Swiss machining for small, complex parts. Multi-axis milling for components with real geometry. Centerless grinding when roundness has to be perfect.
Materials are medical standards. Titanium Grade 5 and 23. Stainless 17-4 and 316L. Cobalt-chrome for wear.
Plastic Manufacturing
Injection molding for high volume. CNC machining for tight tolerances. Thermoforming for thin parts like retainers.
Polymers are the ones that matter. PEEK for high-performance. PMMA for temporaries. Polycarbonate for impact and clarity. Ultem for autoclave survival.
Certified for Quality: ISO 13485 and ISO 9001
ISO 9001 means our systems work consistently. ISO 13485 is the medical standard. It’s tougher. Focuses on risk and traceability.
What This Means for You
- Every material lot is tracked from raw stock to finished part.
- Process control. Validated IQ/OQ/PQ means part one matches part ten thousand.
- Risk management. Protocols for contamination and safety, not just paperwork.
Industries We Serve: Beyond the Dental Chair
- Dental: Implant components, abutments, orthodontic brackets, surgical instruments.
- Orthopedic: Bone screws, plates, cutting guides.
- Surgical Devices: Handles, trocars, components for minimally invasive tools.
- Pharmaceutical Delivery: Parts for inhalers, auto-injector mechanisms.
The common thread across all of them is simple. Precision matters. Doesn’t matter where the part ends up. It has to be right. That’s what we do.
FAQ
Can you handle both prototype/low-volume runs and high-volume production?
Yes, definitely. Here’s how we usually do it. When it comes to prototypes and the first batches of bridges, CNC machining is the way to go. There’s no hard tooling, it’s a quick turnaround, and it’s easy to tweak the design. Once everything’s validated and you’re ready to scale, we can transfer qualified parts to high-volume injection molding or multi-spindle CNC production. That’s where the per-part cost really drops.
How does DFM (Design for Manufacturing) work for dental devices?
It’s pretty straightforward. Our engineering team will take a look at your 3D model before we cut any metal or mold any plastic. For titanium or stainless steel parts, we might suggest small changes to thread forms or internal radii. Nothing that affects how it works, but changes that make the tool last much longer. When it comes to plastic parts, we check the wall thickness and gate locations. We want to stop sink marks where the plastic thickens, or warpage from uneven cooling. If you make small changes at the start, you can avoid bigger problems down the line.
How do you prevent contamination or surface defects on machined titanium?
Titanium is a delicate metal. It’s pretty susceptible to contamination. We’ve got dedicated machining cells for medical materials. That means no cross-contamination from other metals. We use special coolants that clean the surface without leaving any residue. Then, after machining, we do a passivation step. That’s an acid bath that gets rid of any free iron particles and restores the natural protective oxide layer. The part leaves clean and stable.
How do you ensure your metal parts are burr-free?
We don’t accept burns in dental. A sharp edge inside a patient’s mouth can cause injury or attract bacteria. We’re tackling this from a few different angles. CNC deburring tools are part of the machining cycle. Then, parts go through a tumbling or electropolishing process to knock down any microscopic edges. Finally, we take a look at each part under the microscope. We look at every critical edge. If we see a burr, it doesn’t get shipped.
What is PEEK, and why is it used in dental manufacturing?
PEEK stands for polyetheretherketone. It’s a high-performance thermoplastic that’s really taking off in the dental industry. There are two main reasons. Firstly, it’s flexible. When used as an implant framework, it can act as a shock absorber. The forces that cause the chewing don’t transmit in the same way through rigid metal. Second, it’s radiolucent. You take an X-ray, and the PEEK disappears. You see bone, you see pathology, you see everything the material would otherwise block. It’s also biocompatible, which is great. That combo is hard to beat.
What is the difference between machined and molded surgical guides?
The difference is in how they’re made and what volume makes sense. Machined guides are cut from a solid piece of polymer. This gives you a very high level of accuracy. It’s perfect for custom, patient-specific guides because every case is different. The guides are made using an injection moulding process. You have to pay for tooling upfront, which is a big deal. But once you’ve made that tool, the cycle time per unit is way faster. That works for standard parts, like universal handles or sleeves that go into the guides, where you need thousands of the same pieces.
Are the plastics you use sterilizable?
Yeah, but you’ve got to match the material to the method, right? We use special medical-grade polymers that are designed to handle sterilisation. Some materials are fine in a steam autoclave. Others need ethylene oxide gas. Some can take gamma radiation. The key is knowing which materials work best with which methods. We’ll help you pick the right combination so the part comes out sterile and unchanged, every time.