Introduction
What manufacturing processes come to mind when it comes to rapid prototyping and low-volume production? In reality, any process can be used — it all comes down to cost and time: which option offers better value for money and is quicker?
In this article, I will explore with you the two processes—vacuum casting and 3D printing—that are best suited for rapid prototyping and low-volume production.
This breakdown will teach design teams the following: The cost structures for each method. Real-world speed rather than theoretical claims. – Material options and their limits. They will also learn about geometric freedom versus replication fidelity. Most importantly, they will learn the volume threshold at which one process clearly outperforms the other. No marketing fluff. Just practical guidance for people who need to ship products.
What Is Vacuum Casting?
A quick look at vacuum casting. The process has three main steps.
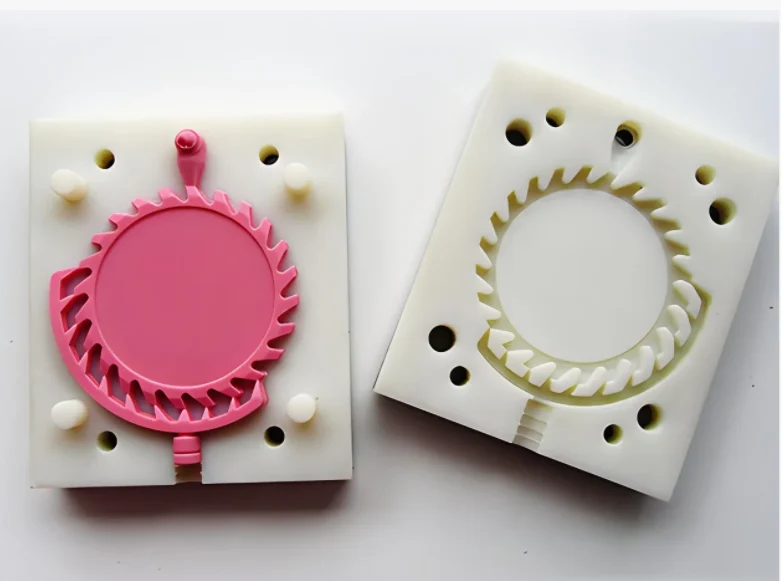
First, the engineer creates a master mold, typically using 3D printing or metal machining (I’ll cover this process in a separate article). This is then suspended inside a container, and liquid silicone rubber is poured around it. Next, a vacuum chamber is used to remove all air bubbles.
Once the silicone has cured, the silicone block is cut open, and the master mold is removed. What remains is a flexible cavity with exquisite detail that matches the shape of the part.

Next, the actual casting begins. The operator mixes the polyurethane resin and pours it into the silicone mold. The vacuum system is then activated again. As there is no residual air, no voids or surface pinholes form. The resin cures at a low temperature. After 30 minutes to 2 hours, the mold is removed. A sturdy plastic part is now complete.
Different resins can simulate the properties of various materials:
- ABS-like resins are used to achieve high rigidity and impact resistance.
- Polypropylene-like resins offer chemical resistance and flexibility.
- Nylon-like resins combine wear resistance and toughness.
- Rubber-like resins, meanwhile, are suitable for producing soft-touch grips or sealing gaskets.
What Is 3D Printing?
Now, take a look at 3D printing. The formal term for this is ‘additive manufacturing’. Material is added layer by layer until the part is complete. No mold required. No tooling. You just need a digital file and a machine.
Different problems call for different printers. Three common technologies dominate the shop floor.
- SLA stands for stereolithography. A laser cures liquid resin to create solid plastic. The surface finish is smooth. Details are sharp. It is used for visual prototypes and form-fit checks. Although the material selection is narrower than with other methods, the quality is high.
- SLS uses nylon powder. A laser sintering process fuses the particles without melting them completely. No support structures are needed. The resulting parts are strong and durable. Engineers use SLS for functional testing and for creating assemblies. Although the surface has a slightly grainy texture, the mechanical properties are solid.
- FDM is the most common method. Thermoplastic filament melts and is extruded through a nozzle. The machine then draws each plastic layer. Simple. It’s cheap, too. However, it is slow for complex parts. People use FDM for early concept models and large, simple shapes. The layer lines are visible. The strength is anisotropic — weaker along the print direction.
Head-to-Head Comparison: Vacuum Casting vs. 3D Printing
Now, let’s compare these two methods. The differences are stark. It is people who need to match the process to the job, not the other way around.
| Factor | Vacuum Casting | 3D Printing |
| Best volume | 10–100 identical parts | 1–20 unique parts |
| Cost per part (low volume) | Low (after mold) | High (no economies of scale) |
| Lead time | 1–2 weeks | 1–3 days |
| Surface finish | Excellent (both sides smooth) | Varies (SLA good, FDM rough) |
| Material options | Simulates ABS, PP, PC, nylon, rubber (true Shore A) | Proprietary resins or thermoplastics |
| Color options | Unlimited (Pantone match) | Limited to spool/resin colors |
| Internal geometry | Limited (must avoid undercuts) | Excellent (lattices, channels) |
| Tolerance | ±0.1–0.3 mm | ±0.05–0.2 mm |
| Tooling cost | $500–$2,000 (silicone mold) | $0 |
The table shows a clear split. Vacuum casting is the clear winner in terms of per-part cost, surface finish, material realism, and colour options at moderate volumes. 3D printing, on the other hand, has the advantage when it comes to lead time for single parts, geometric freedom, and the absence of any upfront tooling costs. Those who understand both can make an informed choice. Those who only know one method may end up wasting money.
Detailed Comparison by Selection Criteria
1. Volume and Cost
For one to ten unique parts, 3D printing is the obvious choice. Setup costs are zero. People receive their parts in days, not weeks.
For twenty to one hundred identical parts, vacuum casting is the better option. The mold cost is amortised across many pieces. The per-part cost drops below that of 3D printing. The break-even point varies according to part size and complexity, but the pattern holds. Small batches favour printing. Larger batches favour casting.

2. Speed (Lead Time vs. Production Time)
People confuse the two different speeds. Lead time for the first part. The second is the total time it takes to finish a batch.
3D printing wins the first race. A single part can be ready in twenty-four to seventy-two hours. There is no tooling. No setup. Just hit print!
Vacuum casting wins the second race. Making the silicone mold takes three days. After that, each casting takes about one hour. For fifty parts, the total time is approximately three days for the mold, plus fifty hours of casting. That is about five days. 3D printing fifty parts takes fifty times the print time. A two-hour print would take one hundred hours. This takes over four days of continuous running.

3. Material Properties and Simulation
This gap is significant.
Vacuum casting uses polyurethane resins that imitate real engineering plastics. ABS-like resins are used for stiffness and impact resistance. There are also polypropylene-like resins for living hinges and chemical resistance. There are also rubber-like resins with true Shore A hardness for grips and seals. The parts behave like production components.
3D printing falls short here. SLA photopolymers are brittle. They turn yellow under UV light over weeks or months. They are not suitable for functional testing of durable goods. SLS nylon powders are strong but have rough surfaces. This affects friction and wear. FDM thermoplastics are made of real materials such as ABS, PLA, and PETG, but layer adhesion creates weak spots. Parts tend to fail along print lines rather than through the bulk material.
When material simulation is important, engineers opt for vacuum casting. Living hinges require real flex life. Snap-fits require consistent deflection. Drop tests require impact resistance. 3D-printed parts can produce misleading results.
4. Surface Finish and Aesthetics
Vacuum casting produces smooth results on both sides. The silicone mold perfectly replicates the master pattern. There are no layer lines. There are no support marks. The parts can be painted, textured, or left clear. Clear castings are transparent, not cloudy.
3D printing results vary. SLA resin prints have smooth surfaces on supported faces. The underside has support marks. FDM prints have visible layer lines on all sides. Post-processing can fix some of these issues. Sanding: Filling. Priming. Painting. Each step adds labour and time.
For investor demos and retail-ready prototypes, vacuum casting is standard practice. You can’t just hand a rough, layer-lined part to a potential buyer and ask for funding. The part needs to resemble a finished product.
5. Geometric Complexity and Undercuts
3D printing wins this category hands down. Creating internal channels is straightforward. Lattice structures are standard. With powder-based systems, moving parts can be printed in place — for example, a gear inside a housing. The absence of a mold means there are no release constraints.
Vacuum casting has its limitations. The part must be removed from a two-part silicone mold. Undercuts are difficult. Deep holes require side pulls or soluble cores.
This is a rule of thumb from the shop floor. If a design has complex internal features that would require a collapsible core or multiple side actions in a steel mold, 3D printing is the better choice. However, if the design is moldable, vacuum casting is faster and cheaper at scale.
6. Flexibility (Multiple Materials in One Part)
Vacuum casting allows for overmolding. One mold can accommodate two different resins. First, a hard plastic core is cast. Then, a soft rubber grip is cast around this core. The entire process takes place within the same silicone tool. The bond is both chemical and mechanical. No assembly is required.
3D printing struggles here. Multi-material parts require specialised machines with multiple print heads. Otherwise, the printer must pause to change the filament. The adhesion between different layers of material is weak. Consequently, multi-material 3D printing is rarely used for functional parts.

The Hybrid Workflow: Best of Both Worlds
No rule says a person must pick one method and stick with it. Smart professionals use both. They combine the strengths. They avoid the weaknesses. The result is better than either process alone.
There is no rule that says a person must choose one method and stick with it. Smart professionals use both. They combine their strengths. They avoid the weaknesses. The result is better than either process alone.
Here’s how the hybrid workflow actually operates on the shop floor.
- 3D print a master pattern. SLA is the most common choice for this step. High resolution. The surface is smooth right off the machine. The master pattern must be flawless, as any defects will be transferred to the mold and then to every cast part.
- Finish the master pattern. Printing alone is not enough. People sand the surface. They prime it. They paint it. The goal is to achieve a Class A surface, which is the automotive paint grade. There should be no visible layer lines. No pinholes. No scratches. This finished master becomes the template for the mold.
- Create a silicone mold from the master. The finished master is suspended in a container. Liquid silicone is poured around it. A vacuum pulls out air bubbles. After curing, the mold is cut open, and the master is removed. What remains is a perfect negative cavity.
- Cast fifty or more identical parts. Polyurethane resin is poured into the silicone mold under vacuum. The part cures. Demolding takes seconds. The mold produces part after part, each identical to the last. No additional finishing is needed because the master was already perfect.
Engineers get the geometric freedom of 3D printing for the master model. Complex shapes. Undercuts. Organic curves. There are no mold constraints during the design phase. Then they benefit from the material quality and production speed of vacuum casting for the final parts. Realistic engineering resins.

Choose NOBLE: Precision CNC Machining for Production
At NOBLE, we are a full-service manufacturing shop specialising in CNC machining and fabrication. We will guide you in selecting the process best suited to your project, whether that be 3D printing for rapid prototyping, vacuum casting for low-volume production, or high-precision CNC machining for manufacturing metal and plastic parts with tight tolerances.
Our Core Capabilities
We combine traditional subtractive manufacturing with advanced plastic processing to offer a truly comprehensive solution:
| Capability | Materials | Typical Volume | Best For |
| CNC Machining | Metals (aluminum, steel, titanium, brass) & engineering plastics (ABS, POM, PEEK, Nylon) | 1–1,000+ parts | High-tolerance functional parts, end-use production, jigs & fixtures |
| Vacuum Casting | Polyurethane resins (ABS-like, PP-like, rubber-like, transparent) | 10–100 parts | Bridge production, market-ready prototypes, soft-touch overmolding |
| 3D Printing | SLA resins, SLS nylon, FDM thermoplastics | 1–20 parts | Complex geometry, design validation, one-off custom parts |
Quality Certifications You Can Trust
In manufacturing, certifications are more than just badges — they represent a commitment to repeatable, audited processes. We are proud to maintain the following certifications:
ISO 9001:2015 (Quality Management Systems)
Certified for our entire manufacturing workflow, including: CNC machining, vacuum casting, and 3D printing. This ensures consistent part quality, documented traceability, and continuous improvement across every order.
ISO 13485:2016 (Medical Devices – Quality Management)
This certification is essential for medical, dental, and surgical applications. It demonstrates our ability to manufacture components that meet the strictest regulatory requirements for safety, risk management, and cleanliness. We provide full documentation support to medical device companies, diagnostic equipment manufacturers, and surgical tool developers.
FAQ
Is vacuum casting cheaper than 3D printing?
The cost depends entirely on the quantity. For one to five parts, 3D printing is the cheaper option. There is no mold cost. There is no setup fee. Just hit print! For twenty or more identical parts, vacuum casting has a lower per-unit cost. Although the silicone mold incurs an upfront cost, this is spread across many pieces. The breakeven point usually falls somewhere between ten and twenty units. Below that, 3D print. Above that, vacuum cast.
Can vacuum casting replace 3D printing?
No, people who ask this question have misunderstood both processes. They are complementary tools, not competing alternatives. 3D printing is ideal for handling iteration and complex internal geometry that molds cannot produce. Vacuum casting is used for low-volume production with engineering-grade materials. One process feeds into the other. Neither process replaces the other.
Which is better for prototyping: vacuum casting or 3D printing?
For form and fit prototypes, which involve checking dimensions, assembly, and ergonomics, 3D printing is faster and cheaper. A printed part can be held for hours rather than days.
For functional, market-ready prototypes that require real material properties, vacuum casting is preferable.
How many parts can you make with vacuum casting?
A single silicone mold can typically produce between twenty and fifty good parts. The surface finish deteriorates. After producing fifty parts, the risk of defects increases significantly. Those who require larger quantities make multiple molds.
What materials can vacuum casting use that 3D printing cannot?
The list is substantial. It includes True Shore A rubbers ranging from 20A (very soft) to 90A (as firm as a tyre). There are also ABS-like resins that behave like injection-molded ABS in terms of impact and stiffness. There are polypropylene-like resins for living hinges and chemical resistance. There are also polycarbonate-like resins for transparency and heat resistance. There are also flame-retardant grades that meet UL94 V-0. None of these materials is available in standard 3D printing systems. SLA photopolymers are brittle. SLS nylon has a rough texture. FDM thermoplastics have weak layer adhesion. When it comes to production-intent material properties, vacuum casting is unbeatable for low volumes.