Introduction
Walk through any machine shop. You’ll see parts coming off the line. Some fit perfectly. Some hit the scrap bin. The difference often isn’t the operator or the machine. It’s the simple tool holding the work. That piece of metal or block of pins decides everything.
People mix up the terms all the time. Call it a jig. Call it a fixture. In casual talk, it doesn’t seem to matter. In engineering, it matters a lot. They are not the same thing. Here’s the core idea in one sentence. A jig guides the cutting tool. A fixture holds the workpiece in place. That’s the whole distinction.
We’ll break it down further. You’ll learn what each one is. How they compare. The basic rules for designing them. The different types you’ll see on a shop floor. And how they’re used in modern, automated manufacturing.

What is a Jig? (Guiding the Tool)
A jig is all about control. Not of the part, but of the tool in your hand or in the spindle.
Definition: A jig is a device that controls where the cutting tool goes. It steers it.
Think about drilling a hole by hand. The bit walks. It skates across the metal. You end up with a hole in the wrong spot or a broken bit. A jig solves this. Its primary function is accuracy and repeatability. It guides the tool to the exact location on the workpiece, every single time. Parts one and one hundred have holes in the same place.
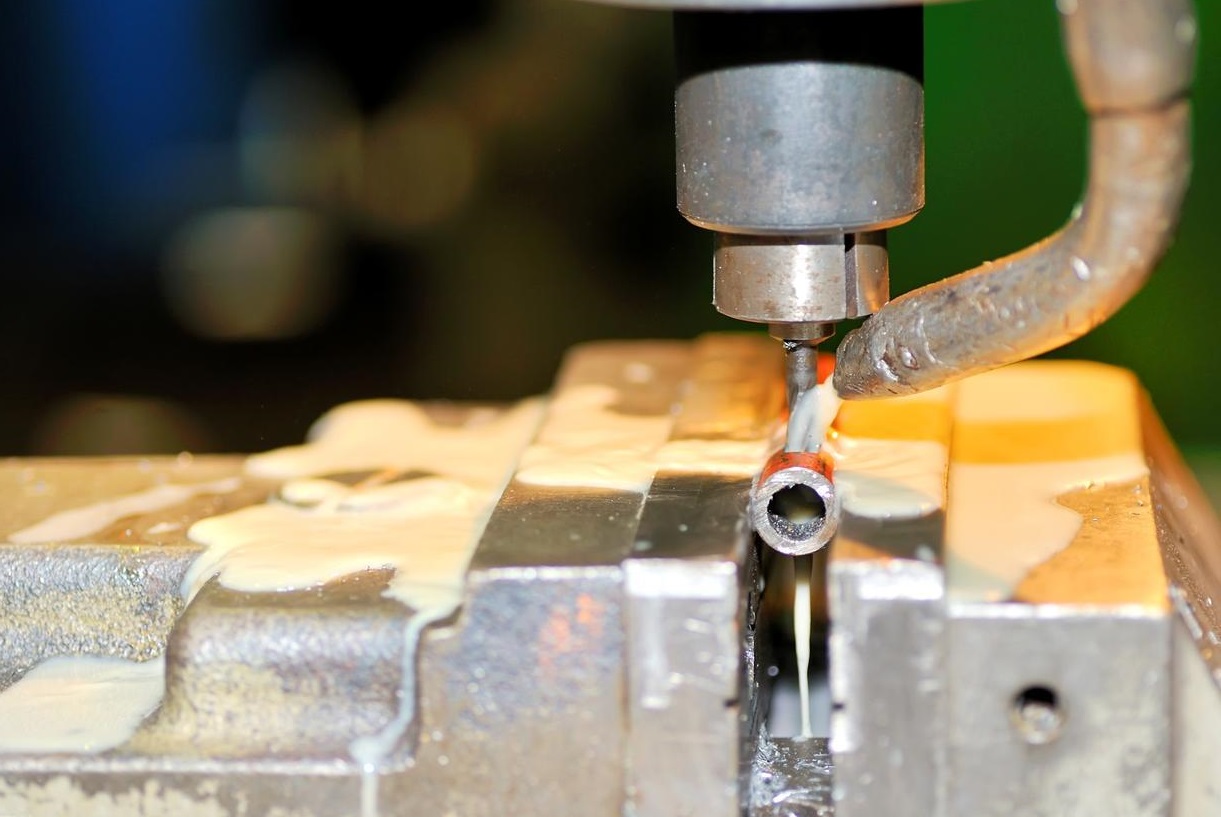
The key feature you look for is a bushing. These are hardened steel sleeves pressed into the jig. The drill bit passes through them. The bushing takes the wear, not the jig body. It acts like a pilot hole for the bit, preventing any wandering as it enters the material.
You’ll see jigs used most often for drilling operations. Also for reaming holes to a precise size. Also for tapping threads. Any operation where a hand tool or a spinning cutter needs to hit the same spot repeatedly.
Jigs are usually lighter than fixtures. You can pick them up. You can move them around the shop. Sometimes you clamp them to the part. Sometimes the part is clamped inside them. They travel with the tool.
What is a Fixture? (Holding the Work)
A fixture is simpler in concept but harder in execution. It holds the work. That’s it.
Definition: A fixture is a device that locates and supports the workpiece. It keeps it from moving. Nothing more.
The primary job is to fight the machine. Cutting forces are violent. A milling cutter can pull a part right out of weak clamps. The fixture must resist that. It holds the part fixed against those forces.
Here is the key difference from a jig. A fixture does not guide the tool at all. The machine handles that. On a manual mill, the operator moves the table. On a CNC, the computer moves the axes. The fixture just sits there, rigid and unmoving, providing a solid foundation. Its whole focus is on locating the part precisely and clamping it securely.
You find fixtures everywhere. Milling machines use them. Welders use them to hold assemblies together. Assembly lines use them to position parts for workers or robots. Grinding operations use them. Inspection labs use them to present parts to sensors or CMM probes.
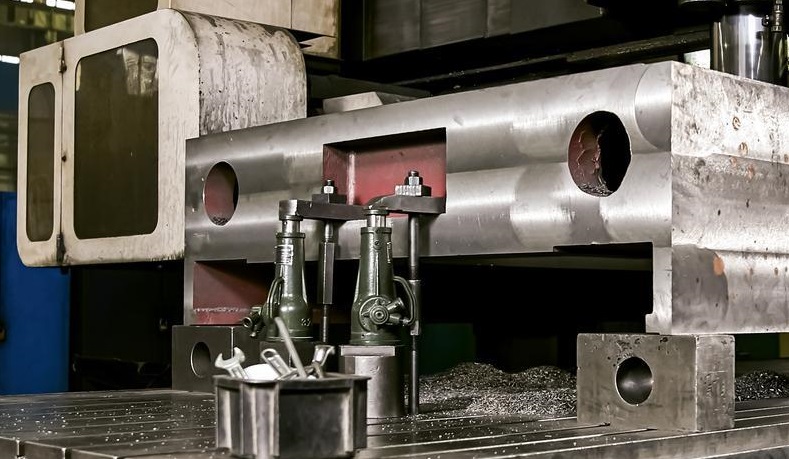
Fixtures are built heavily. They need mass and stiffness. You bolt them directly to the machine table. They do not move. The part comes to them, and they lock it down.
Jig vs. Fixture: The Side-by-Side Comparison
Put them side by side, and the difference becomes obvious.
| Feature | Jig | Fixture |
| Function | Guides the cutting tool. | Holds the workpiece securely. |
| Tool Contact | The tool touches the jig (via bushings). | The tool never touches the fixture. |
| Construction | Lighter build, includes hardened bushings. | Heavy, rigid build for stability. |
| Typical Operations | Drilling, tapping, reaming. | CNC Milling, welding, assembly, and grinding. |
Here is the simple trick to remember. It’s only two words.
Jig guides. Fixture holds.
That’s it. If it guides the tool, it’s a jig. If it holds the part, it’s a fixture. The names tell you what they do.
Deeper Dive: The “3-2-1” Principle of Location
Let’s go deeper into this. The 3-2-1 rule isn’t just a suggestion. It’s the foundation of every good jig and fixture design. Get this wrong, and your parts won’t repeat.
Every workpiece in space wants to move. It has nine ways to do it. There are straight-line moves—up/down, left/right, forward/back. The other six? Wait, that math is off. Let me correct that.
A part actually has six degrees of freedom. Three translations: moving along X, Y, and Z axes. Three rotations: spinning around X, Y, and Z axes. Six total. The 3-2-1 method controls all six using six points of contact.
Breakdown
The Three (Primary Datum)
Put three points on the bottom surface. That’s a plane. This stops three things: movement down (Z translation). It also stops rotation around X and rotation around Y. The part can’t rock. Three points, three motions stopped.
The Two (Secondary Datum)
Put two points against one side. That’s a line. This stops two more things: movement sideways (X translation). It also stops rotation around Z. The part can’t slide that way or spin on the table. Two points, two motions stopped.
The One (Tertiary Datum)
Put one point against the adjacent side. That’s a single contact. This stops the last thing: movement forward or back (Y translation). One point, one motion stopped.
Why this pattern matters
Three plus two plus one equals six. You’ve stopped all six degrees of freedom using exactly six points.
Now here’s the trap. Add a seventh point in the wrong place, and you’ve over-constrained the part. Say you put two points on that third side instead of one. If the part’s surfaces aren’t perfectly square and flat—and they never are—that second point will push against the part. It will either lift it off the primary datums or bend it slightly. Now your location isn’t repeatable. Every part seats differently.
The 3-2-1 method gives you a repeatable, stable position without fighting the part’s own imperfections. That’s the goal. Every part goes in the same way, sits the same way, and gets machined the same way.
Exploring the Different Types of Jigs and Fixtures
Jigs and fixtures come in many shapes. Each type solves a specific problem on the shop floor. Here is a breakdown of the common ones you will encounter.
Jigs
The design of a jig changes based on how much of the part it needs to cover.
- Template Jigs: These are simple. Just a plate with holes in the right places. You lay it on the part and drill through the holes. Fast, cheap, and effective for basic work.
- Plate Jigs: A step up from a template. It has a plate with built-in legs to stand on the part. The bushings are mounted right in the plate. It’s self-contained and ready to use.
- Box Jigs: These enclose the part completely. Think of a box that opens up. You put the part inside, clamp it shut, and drill through bushings on multiple sides. This lets you machine different faces without repositioning the jig.
- Indexing Jigs: Built for round parts. You mount a flange or a round piece, drill one set of holes, then rotate the jig to a precise stop and drill the next set. It ensures a perfect circular pattern every time.
Fixtures
Fixtures are named after the machine they serve or the job they do.
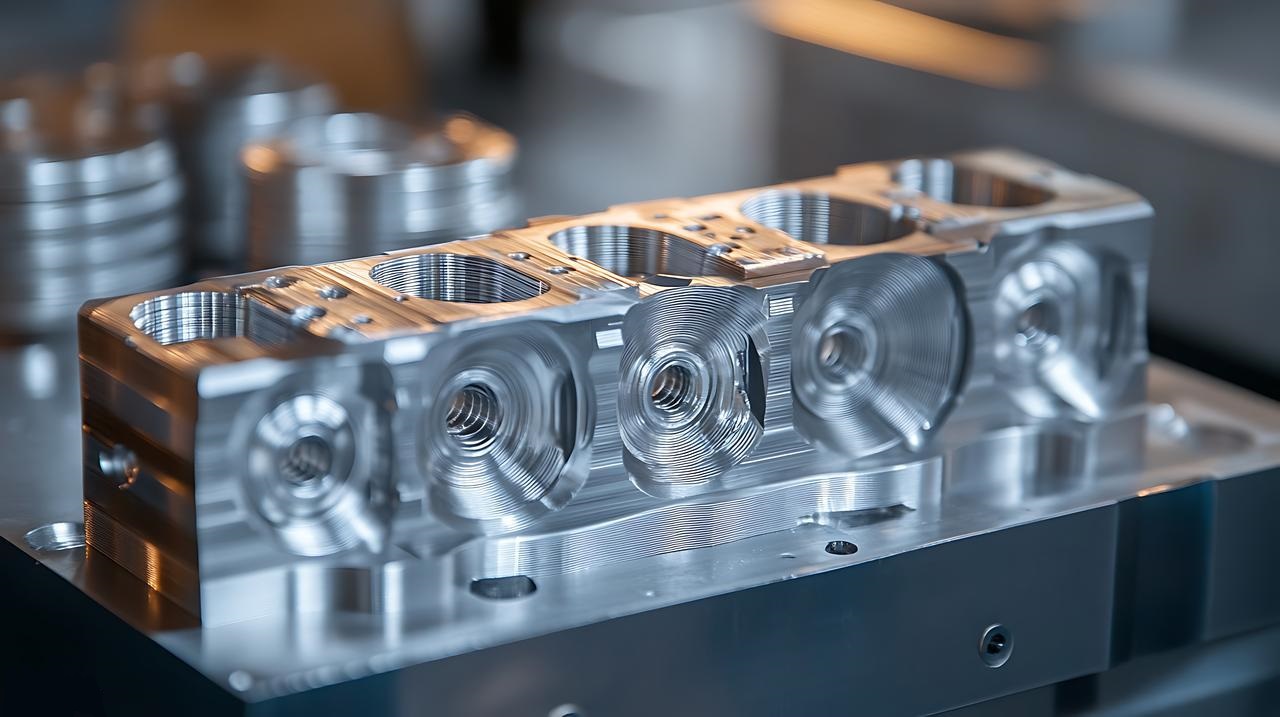
- CNC Milling Fixtures: Rigidity is everything here. Milling cuts are violent. The fixture must be massive and clamped hard to the table to absorb vibration and prevent chatter.
- CNC Turning or Lathe Fixtures: These mount on a spinning spindle. Balance becomes critical. An unbalanced fixture at high RPM will shake the machine apart. They must be designed to spin true.
- Sheet Metal Welding Fixtures: Heat is the enemy. These hold parts in alignment while they are welded. Often, they include copper components because copper resists heat and prevents the weld from fusing to the fixture itself.
- Assembly Fixtures: Simpler devices. They hold two or more parts in correct alignment while a worker screws, presses, or snaps them together. Speed and ease of loading are the goals.
- Inspection Fixtures: Used in quality control. They hold a part in a precise orientation so a gauge or a CMM probe can check critical dimensions. They don’t cut anything. They just present the part to the inspector.

Materials: Hard Tooling vs. Soft Tooling
The material you pick for a jig or fixture depends on one thing: how long it needs to last. This is the difference between hard tooling and soft tooling.
Hard Tooling
Hard tooling means steel or cast iron. You use it when the job runs for years. Thousands of parts. Maybe millions. The tool must survive that.
Steel fixtures stand up to heavy cuts. They don’t wear out. The bushings can be replaced, but the body stays true. Cast iron is popular, too. It’s heavy, which absorbs vibration, and it holds its shape over time.
Soft Tooling
Soft tooling means aluminum, epoxy, or 3D-printed plastics. You use it for low-volume or prototype work. Maybe you only need fifty parts. Maybe the design isn’t final yet.
Aluminum is common. It machines fast and is cheap. But it wears. Bushings can loosen over time. For short runs, that’s fine.
3D-printed plastics are huge now. You can design a complex fixture, print it overnight, and use it the next day. It won’t last forever, but it doesn’t need to. It gets the job done, and you move on.
Note on “Sacrificial Fixtures”
This is a special case. You see it in aerospace. Thin aluminum skins are flimsy. They vibrate and deflect during machining. You can’t clamp them hard without distortion.
So you make a sacrificial fixture. Often it’s a block of epoxy or a soft material. You machine a pocket into it that matches the part shape. The part sits in that custom nest. Then you machine through the part and into the fixture. The fixture gets damaged, not the part. You throw it away after one use. That’s the trade. You sacrifice the tool to save the expensive part.

Modern Trends: Automation and Modularity
The shop floor is changing. So are the tools on it. Jigs and fixtures are not immune to automation. Here is what modern manufacturing looks like now.
Zero-Point Clamping Systems
This is the biggest shift. Think of a receiver on your machine table. A precise grid of holes with a locking mechanism. Your fixture has matching couplers.
You drop the fixture onto the receiver. Pull a lever or hit a button. It clamps down in seconds. Accuracy is within microns. Changeover time drops from ten minutes to under one minute. You can pull a fixture off, put a new one on, and keep running. No indication. No sweeping. Just load and go.
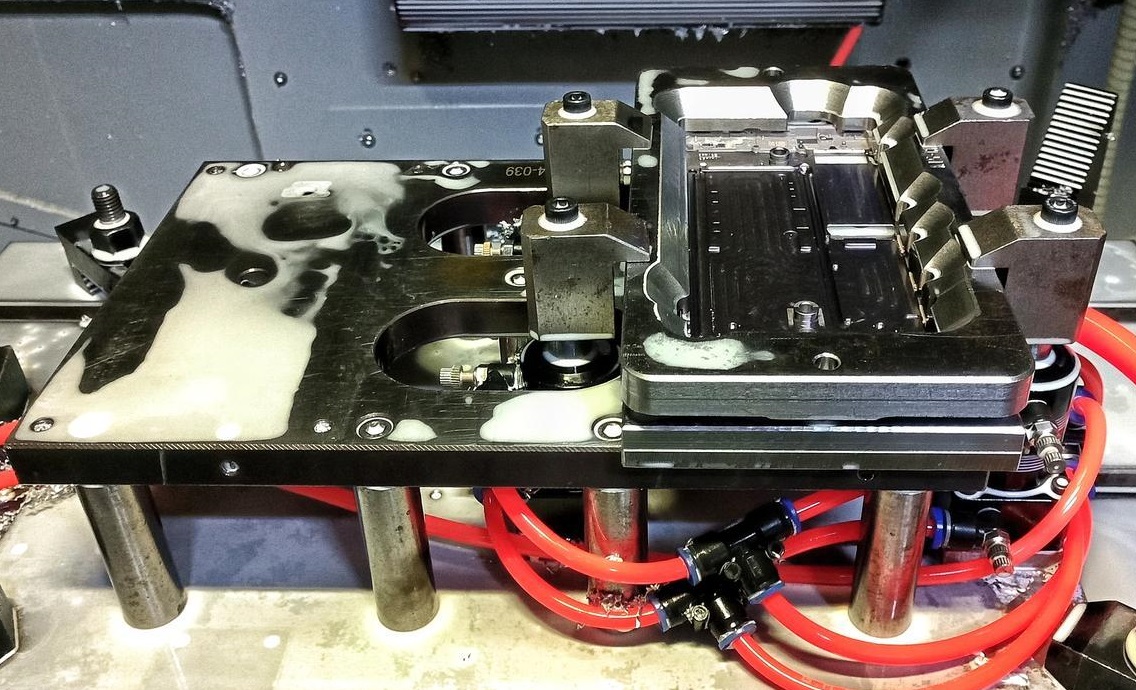
Hydraulic/Pneumatic Clamps
Forget the T-handle wrench. Modern fixtures use power clamps.
Hydraulic clamps apply a massive, consistent force. You flip a switch, and they grab the part. No operator fatigue. No guesswork on how tight is tight enough.
Pneumatic clamps are faster, though less powerful. Great for assembly fixtures where parts need to be held but not machined hard.
Better yet, these tie into the machine cycle. The CNC can signal the clamps to open and close automatically. The operator just loads parts. The machine does the rest.
Modular Fixturing
This is the erector set approach. You buy a kit of standard components: base plates, locating blocks, clamps, risers, and pins.
Need a fixture for a new part? You build it from the kit. Use it for the run. Then tear it down and use the same pieces for the next job.
No expensive custom machining. No dedicated fixture sitting on a shelf forever. Just reusable components that adapt to whatever walks in the door. It saves money and floor space. For low-volume or job-shop work, it’s hard to beat.

The Economics: Why Bother with Good Tooling?
Cost vs. Time Savings
You might look at a fixture’s price tag and hesitate. Fifteen hundred dollars for a block of metal with some clamps? That seems steep. But the math changes when you put it on the floor.
Run the numbers on a simple job. One thousand parts. Without a fixture, each part takes ten minutes to set up and align. That’s 10,000 minutes. About 167 hours of labor at fifty bucks an hour. Total labor cost: $8,350.
Now add the fixture. Fifteen hundred dollars upfront. But setup drops to one minute per part. That’s 1,000 minutes total. About 17 hours. Labor cost: $850.
Add the fixture cost to that labor. You’re at $2,350 total. Compare to $8,350 without it. The fixture saves six grand on one run. And you still own the fixture for the next job.
That’s the economics.
Quality Assurance
A fixture removes the operator from the accuracy loop. No more eyeballing edges. No more indicating each part. The part goes in the fixture. The fixture is located on the machine. Done.
The first part is correct. The hundredth part is identical. The thousandth part matches both. Interchangeability isn’t a hope. It’s engineered in. Scrap drops. Rework vanishes. Customer confidence goes up.
Safety
This matters more than money. A good fixture keeps hands away from danger.
Think about a milling cutter spinning at 10,000 RPM. You don’t want to be anywhere near it. A fixture with hydraulic or pneumatic clamps means you load the part, step back, and hit the cycle. The machine does the rest. No holding the part by hand. No reaching into the danger zone.
Same for welding fixtures. Hot surfaces. Sparks. Fumes. The fixture holds everything in place. The operator’s hands stay clear.
Pinch points are designed out. Sharp edges are avoided. The fixture becomes a safety device as much as a production tool. That alone is worth the cost.

Conclusion
Let’s bring this all together. The distinction is simple but absolute.
A jig guides the tool. A fixture holds the part. That one idea separates two worlds of workholding.
We covered the fundamentals. The 3-2-1 locating principle stops parts from moving without over-constraining them. Different jig types—template, plate, box, indexing—handle different drilling challenges. Different fixtures serve different machines—milling, turning, welding, assembly, and inspection. Material choice depends on volume: hard steel for long runs, soft aluminum or printed plastic for quick turns.
Modern trends change how you use them. Zero-point systems swap fixtures in seconds. Hydraulic clamps remove operator fatigue. Modular components let you build and rebuild without custom machining.
The economics are clear. A good fixture pays for itself in one production run. It removes human error, guarantees interchangeable parts, and keeps people safe.
Here is the final thought. If you’re in machining, manufacturing engineering, or product design, you need to understand this. Proper tooling design isn’t a detail. It is the shortcut. It is the direct path to profitability and precision. Get the tooling right, and everything else follows.
Why Choose NOBLE for Your Precision Machining Needs
You understand the theory now. You know why a jig guides and a fixture holds. You see how proper workholding drives precision and profit. The next question is practical. Who builds the parts?
This is where NOBLE comes in. We take the concepts discussed here and apply them daily on our shop floor. Complex geometries. Tight tolerances. Difficult materials. We handle them.
Our Core Capabilities
We specialize in precision CNC machining for demanding industries. Multi-axis milling. Swiss-type turning. Complex part geometries. We have the equipment and the experience to execute what you design. From prototypes to production volumes, we deliver.
Quality Certifications
Certifications matter. They are not wall decorations. They are proof of process.
ISO 9001:2015 is our foundation. It means we have a quality management system that works. We track everything. We improve continuously. For industrial applications, this gives you confidence that every shipment meets the standard.
ISO 13485:2016 takes it further. This is the medical device standard. It means we understand regulated industries. Traceability is absolute. Risk management is built into every step. If your part goes into a patient, this certification matters.
The NOBLE Advantage
Here is what sets us apart. We combine deep technical knowledge with precision execution. The principles you just learned about workholding, locating, and clamping—we live them every day. We design fixtures. We build fixtures. We use them to make your parts right.
Theory matters. But execution is everything. At NOBLE, we deliver both.
FAQs
Can a device be both a jig and a fixture?
Rarely, but yes. A box jig is the classic example. It encloses the part and holds it securely like a fixture. But it also has bushings to guide drills through multiple faces. So it does both jobs. Most devices stick to one role. Box jigs are the exception that proves the rule.
Do I need a fixture for 3D printing?
Not for the printer itself. The machine builds parts layer by layer without cutting forces. No need to clamp anything down.
But think about post-processing. If you need to drill holes or machine features into a printed part, yes, you want a fixture. Printed parts can be odd shapes. Holding them for secondary operations without a custom fixture is frustrating and inaccurate.
What is the difference between a jig and a template?
A template is the simplest form of jig. It’s just a plate with holes or edges to follow. You lay it on the part and trace or drill through it.
A jig is more advanced. It has legs to stand on the part. It has bushings to guide the tool accurately. It may have clamps to hold itself in place. A template guides. A jig guides and often positions itself.
How do I choose between soft and hard tooling?
Look at the volume and timeline.
Choose soft tooling—aluminum, 3D-printed plastic, epoxy—when you need parts fast. Prototypes. Short runs. Design iterations. It’s cheap and quick. It wears out, but you won’t need it for long.
Choose hard tooling—steel, cast iron—when production runs into thousands of parts. When the design is frozen. When you need the fixture to last for years. It costs more upfront but pays back in durability and precision over time.